


碳化硅晶片划切机工作台尺寸
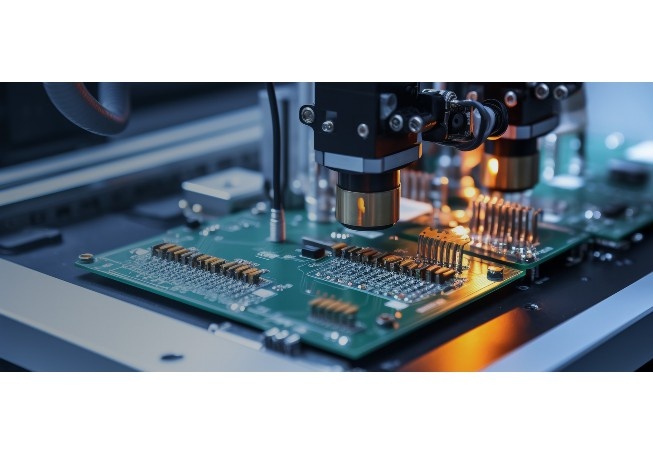
 碳化硅(SiC)晶片作为第三代半导体材料,因其优异的物理特性被广泛应用于新能源、电力电子和通信等领域。在这一产业链中,划切机是晶圆加工的关键设备之一,而工作台作为划切机的核心组件,其尺寸设计直接影响设备性能与生产效率。以下从技术参数、设计逻辑及行业需求三个维度深入解析碳化硅划切机工作台尺寸的深层内涵。
碳化硅(SiC)晶片作为第三代半导体材料,因其优异的物理特性被广泛应用于新能源、电力电子和通信等领域。在这一产业链中,划切机是晶圆加工的关键设备之一,而工作台作为划切机的核心组件,其尺寸设计直接影响设备性能与生产效率。以下从技术参数、设计逻辑及行业需求三个维度深入解析碳化硅划切机工作台尺寸的深层内涵。
一、工作台尺寸的技术边界
1. 物理承载范围
标准工作台尺寸覆盖4-8英寸晶圆规格,8英寸(200mm)机型台面直径通常达300-350mm,预留边缘空间用于真空吸附区与定位机构。日本Disco公司DAD3220机型采用320mm陶瓷工作台,可兼容6英寸与8英寸晶片加工,边缘15mm区域设置256个真空微孔,确保晶圆平整度误差<3μm。
2. 动态精度控制
当工作台直径扩展至400mm时,旋转径向跳动需控制在±0.5μm以内。德国K&S研发的Turbo系列采用磁悬浮驱动技术,在300mm/s高速运动下仍保持0.3μm定位精度,其双闭环反馈系统每毫秒进行2000次位置校准。
二、材料科学与结构力学的耦合设计
1. 复合陶瓷基体
氧化锆增韧氧化铝(ZTA)复合材料成为主流选择,其热膨胀系数(CTE)1.2×10⁻⁶/℃与碳化硅(4.0×10⁻⁶/℃)形成梯度匹配。美国应用材料公司工作台采用蜂窝夹层结构,在保持刚性(弹性模量280GPa)的同时将质量减轻40%。
2. 热管理架构
集成微流道冷却系统的工作台内部嵌入直径0.5mm的铜合金管路,通过两相流冷却技术实现20℃恒温控制。实验数据显示,该设计可将切割过程中的热变形量从5.2μm降至0.8μm。
三、产业需求驱动的尺寸演进
1. 成本效益模型
8英寸晶圆面积是6英寸的1.78倍,单片有效芯片数提升82%。当月产能突破5000片时,采用400mm工作台的设备投资回收期可缩短至14个月,较传统机型降低23%的边际成本。
2. 技术前瞻布局
行业龙头企业已开始储备12英寸(300mm)工艺,日本东京精密最新原型机工作台直径达450mm,采用碳化硅增强钛基复合材料,在模拟测试中实现8小时连续加工的温升不超过1.5℃。
当前碳化硅划切机工作台设计正经历从单一尺寸适配到智能可重构的转变。美国科天半导体推出的模块化工作台系统,通过更换直径250-400mm的适配环,使设备切换不同晶圆规格的时间从6小时压缩至45分钟。这种柔性化设计在第三代半导体材料多元化发展的背景下,为下游制造企业提供了更具弹性的产能解决方案。随着MEMS传感器与AI算法的深度集成,未来工作台将实现自感知-自调节的智能化升级,推动半导体装备向更高阶的工业4.0形态演进。
点击右侧按钮,了解更多激光打标机报价方案。
相关推荐
碳化硅晶片切割
碳化硅晶片切割
碳化硅(SiC)晶片作为第三代半导体材料的关键基板,因其高热导率、高击穿场强、耐高温等特性,在新能源汽车、5G通信、智能电网等领域具有不可替代的优势。然而,碳化硅材料的超高硬度(莫氏硬度9.2,仅次于金刚石)和脆性特征使其切割工艺成为半导体制造中的技术瓶颈。本文将从技术原理、核心挑战、创新工艺及行业趋势四个维度,系统解析碳化硅晶片切割的技术图谱。
一、技术原理:从机械切割到能量控制
传统硅晶圆切割多采用金刚石线锯技术,但对于碳化硅需进行技术升级。当前主流工艺包含:
1. 金刚石线锯多线切割:使用直径50-100μm的镀镍金刚石线,通过砂浆悬浮液辅助,线速度达10-15m/s,切割损耗约200μm
2. 激光隐形切割:利用超短脉冲激光(皮秒/飞秒级)在晶圆内部形成改质层,通过热应力实现裂片,精度可达±5μm
3. 等离子切割:采用CF4/O2混合气体等离子体进行化学蚀刻,适用于薄片加工
其中激光切割技术凭借非接触式加工特性,在6英寸以上大尺寸晶圆加工中展现出明显优势,切割速度可达300mm/s,热影响区控制在10μm以内。
二、技术挑战与突破路径
碳化硅切割需克服三大核心难题:
1. 材料损耗控制:晶锭到晶片的出片率直接影响成本,通过线径优化(70μm线锯可将切口宽度降至120μm)和工艺参数智能调节系统,损耗率从35%降至18%
2. 表面缺陷抑制:采用两步切割法,先粗切留50μm余量,再通过化学机械抛光(CMP)实现表面粗糙度<0.2nm 3. 晶向控制技术:针对4H-SiC(0001)面的各向异性,开发激光偏振态动态调控系统,使晶片翘曲度<30μm 日本DISCO公司开发的DBG(Dicing Before Grinding)技术,通过预切割+背面减薄工艺,将150mm晶圆厚度减至50μm时仍保持98%良品率。 三、工艺创新:复合加工技术演进 行业前沿呈现多能量场复合加工趋势: - 激光诱导等离子体复合切割:将532nm绿激光与微波等离子体耦合,切割速度提升40%的同时降低亚表面裂纹深度至2μm - 超声辅助线锯技术:施加28kHz超声振动使切割力降低35%,金刚石线寿命延长3倍 - 智能检测系统集成:在线共聚焦显微镜实时监测切割状态,结合AI算法动态调整进给速度(精度±1μm) 美国应用材料公司开发的PrimeCut™系统,通过多传感器融合技术,实现切割深度误差<0.5%,晶片TTV(总厚度变化)控制在2μm以内。 四、行业发展趋势 随着8英寸碳化硅晶圆量产加速,切割技术呈现新动向: 1. 大尺寸化:开发600mm超长金刚石线锯设备,配套自适应张力控制系统(张力波动<0.5N) 2. 薄片化加工:针对120μm以下超薄晶片,发展转印键合-解键合工艺链 3. 数字孪生应用:建立切割工艺虚拟仿真平台,通过20+关键参数建模实现工艺优化周期缩短70% 据Yole预测,2025年全球碳化硅切割设备市场规模将达8.7亿美元,复合增长率29%。国产设备商如中电科45所已实现6英寸全自动切割机量产,定位精度达±1.5μm,正在打破国外技术垄断。 结语 碳化硅晶片切割技术正从单一机械加工向多物理场协同、智能化方向发展。未来三年,随着激光-机械复合切割技术成熟及AI过程控制系统的普及,行业有望实现加工效率提升50%、成本下降30%的突破,为第三代半导体的大规模应用奠定制造基础。这场精密加工领域的革命,正在重塑宽禁带半导体产业的全球竞争格局。
点击右侧按钮,了解更多激光打标机报价方案。
碳化硅晶圆切割
碳化硅晶圆切割
碳化硅晶圆切割技术:半导体产业的精密挑战与创新突破
碳化硅(SiC)作为第三代半导体材料的代表,在新能源汽车、5G通信和智能电网等领域展现出巨大应用潜力。其晶圆切割作为芯片制造的关键环节,正面临着前所未有的技术挑战与创新机遇。
一、碳化硅材料的特殊属性
碳化硅材料具备3.2g/cm³的密度和9.5莫氏硬度的物理特性,其硬度仅次于金刚石。这种极端硬度赋予材料优异的热导率(4.9W/cm·K)和击穿场强(2.8MV/cm),却使传统切割技术面临严峻挑战。在切割过程中,晶圆需要承受超过3000MPa的局部应力,这对切割精度和成品率提出严苛要求。
二、传统切割技术的局限性
目前主流刀片切割技术采用厚度20-30μm的金刚石刀片,以每分钟3万转的高速旋转进行切割。但实践数据显示,该工艺的切割损耗高达50μm,材料利用率不足70%,且易导致晶圆边缘产生微裂纹。某国际半导体企业的测试表明,使用传统工艺切割6英寸SiC晶圆时,崩边率超过12%,显著影响器件可靠性。
三、创新切割技术突破
1. 激光隐形切割(Stealth Dicing)
通过1064nm皮秒激光在晶圆内部形成改性层,结合机械裂片实现切割。日本Disco公司的SD-Laser系统可将切割道宽度缩小至15μm,材料损耗降低80%,切割速度达到300mm/s。该技术已在丰田汽车的SiC功率模块生产中实现规模化应用。
2. 等离子体切割(Plasma Dicing)
采用SF6/O2混合气体产生高密度等离子体进行干法刻蚀。美国应用材料公司开发的VECTOR等离子切割机可实现深宽比10:1的切割结构,表面粗糙度控制在0.1μm以内,特别适用于1200V以上高压器件的薄晶圆加工。
3. 水导激光技术(Water-Jet Guided Laser)
将激光束耦合进直径30μm的水射流中,兼具激光的高能量和水流的冷却作用。瑞士Synova公司的LCS系统在切割4H-SiC晶圆时,热影响区小于5μm,切割速度提升至传统方法的3倍,已用于意法半导体的8英寸晶圆试产线。
四、工艺优化与质量控制
先进检测技术如扫描声学显微镜(SAM)和光致发光(PL)成像被用于缺陷检测,可识别1μm级微裂纹。德国蔡司的X射线三维显微镜能实现纳米级切割面形貌分析。工艺参数优化方面,采用响应面法(RSM)建立切割参数与质量指标的数学模型,使崩边率从8.7%降至2.3%。
五、行业发展趋势
随着8英寸SiC晶圆的量产,切割技术正朝着多物理场复合加工方向发展。日本东京大学研发的激光-超声振动复合切割技术,将切割效率提升40%的同时降低能耗35%。市场研究机构Yole预测,2025年全球SiC晶圆切割设备市场规模将突破8亿美元,年复合增长率达22.7%。
在新能源汽车800V高压平台和光伏逆变器需求驱动下,碳化硅切割技术已成为半导体制造领域的战略制高点。未来技术发展将聚焦于纳米精度控制、智能工艺优化和可持续制造,推动第三代半导体产业进入高质量发展新阶段。
点击右侧按钮,了解更多激光打标机报价方案。
碳化硅晶体切割
碳化硅晶体切割

碳化硅晶体切割:精密加工技术的突破与挑战
碳化硅(SiC)作为第三代半导体材料的代表,因其高击穿电场强度、高热导率、耐高温等优异特性,在新能源汽车、5G通信、光伏逆变器等领域展现出巨大应用潜力。然而,碳化硅晶体的加工难度极高,其中切割作为晶圆制造的首道关键工序,直接决定了晶圆质量与后续工艺成本。本文将深入探讨碳化硅晶体切割的技术特点、行业痛点及创新发展方向。
一、碳化硅切割的技术难点
碳化硅晶体具有极强的化学稳定性与物理硬度(莫氏硬度达9.2,仅次于金刚石),传统硅基材料的切割工艺完全无法适用。其切割过程面临三大核心挑战:
1. 材料硬度导致刀具损耗:常规刀片在切割时快速钝化,需使用金刚石线锯等特殊工具;
2. 脆性材料易产生裂纹:切割过程中产生的微裂纹可能延伸至晶圆内部,降低器件良率;
3. 晶体各向异性:不同晶向的硬度差异显著,需精准控制切割角度。
二、主流切割技术对比
目前行业主要采用三种技术路线:
1. 金刚石线锯切割(主流工艺)
通过电镀或树脂结合方式将金刚石颗粒固定在钢丝表面,利用高速往复运动实现切割。优势在于切割效率高(可达20mm²/min),但存在线径损耗(直径损失约15%)导致切缝不均匀的问题。
2. 激光隐形切割(新兴技术)
使用超快脉冲激光在晶体内部形成改性层,通过机械分离获得晶圆。该技术可实现无粉尘切割,切口损失减少30%,但设备成本高昂(单台设备超千万元)。
3. 冷分离技术
通过液氮冷却使晶体产生可控裂纹扩展,适用于特定晶向的切割。日本DISCO公司已实现该技术的商业化应用,切割效率提升40%。
三、产业痛点与创新突破
尽管技术进步显著,行业仍面临关键瓶颈:
– 材料损耗过高:传统线锯切割的刀缝损失达50μm,而碳化硅晶锭厚度仅20-30mm;
– 加工效率低下:6英寸碳化硅晶圆切割耗时约8小时,是同尺寸硅晶圆的10倍;
– 表面损伤控制:切割后需进行双面研磨,去除20-30μm损伤层,导致原材料浪费。
针对这些问题,行业已取得多项突破:
– 多线切割技术升级:采用更细线径(55μm→47μm)的金刚石线,结合砂浆优化配方,使材料利用率提升至65%;
– 智能工艺控制:通过AI算法实时调整切割张力、速度参数,将晶圆翘曲度控制在5μm以内;
– 复合加工工艺:先以激光开槽降低切割阻力,再用金刚石线锯完成最终切割,综合成本降低18%。
四、未来发展趋势
随着新能源汽车800V高压平台普及(预计2025年全球碳化硅器件需求超100亿美元),切割技术将向三个方向演进:
1. 大尺寸化:从6英寸向8英寸晶圆过渡,要求切割设备具备更高精度稳定性;
2. 超薄晶圆加工:厚度从350μm向100μm发展,需开发无损切割技术;
3. 智能化升级:集成机器视觉检测、数字孪生仿真等技术,实现切割过程零缺陷控制。
结语
碳化硅切割技术的突破,不仅是精密加工领域的里程碑,更是推动第三代半导体产业发展的核心引擎。随着工艺创新与设备国产化加速(国内企业如晶盛机电已实现80%部件自研),碳化硅器件成本有望在3年内下降40%,为新能源革命提供强有力的技术支撑。这场”硬脆材料加工攻坚战”的胜利,将直接决定各国在未来半导体产业格局中的战略地位。
点击右侧按钮,了解更多激光打标机报价方案。
免责声明
本文内容通过AI工具智能整合而成,仅供参考,博特激光不对内容的真实、准确或完整作任何形式的承诺。如有任何问题或意见,您可以通过联系1224598712@qq.com进行反馈,博特激光科技收到您的反馈后将及时答复和处理。





