









激光塑料焊接中光源波长的选择
来源:深圳市博特精密设备科技有限公司发布时间:2021-11-17 02:14:38
为激光塑料焊接机选择合适的激光光源是十分重要的。两个被焊接部件的颜色搭配不同,焊接难度不同,也会影响激光光源的选择。因材料颜色的不同而造成的焊接难易程度。可以看到实现透明/黑色塑料的激光焊接比较容易,其次是黑色/黑色塑料,但是对于透明/透明塑料和白色/白色塑料的激光焊接会比较难。
图3是几种不同塑料对于不同波长激光的穿透率。从图中可以发现波长范围为900 nm-1100 nm时,塑料对于激光的穿透率非常高,可以达到85%-95%。由于T(穿透率)+R(反射率)+A(吸收率)=1,而材料对于激光的反射率可以忽略不计,因此在这一波段,塑料对于激光的吸收率非常低,只有5%-10%都不到。而如果我们观察激光波段2000 nm-2100 nm,可以发现PMMA和PC等透明材料在这一波段的透光性只有5%-20%,相应的对激光的吸收率就会高达80%以上。
几种不同塑料对于不同波长激光的穿透率
激光塑料焊接技术对被焊接塑料的要求为:在热作用区内的材料,要求对激光光波的吸收性好;不属于热作用区部分的材料,则要求对光波的透过性好。因此,应用激光焊接的塑料材料必须对激光有吸收。
绝大多数本色的塑料和许多有色的半透明塑料都能采用近红外波段的激光焊接,如聚苯乙烯(PS)、聚氯乙烯(PVC)和聚丙烯(PP)等材料。对于部分吸收率低的热塑性塑料,一是选择合适的激光波长;二是通过添加激光增敏剂(如炭黑等),大大提高塑料对激光的吸收率。但是用碳黑作吸收剂会使激光焊接焊缝颜色变深,与母材颜色不同,这对透明度要求高的材料就不适合了,例如医药、包装和消费产品等对产品要求透明。此时,我们可以选择中红外或者远红外焊接光源进行焊接。
激光透射焊接中,两种对近红外线激光都透射的材料(通常是透明或者白色的),由于对近红外光的吸收很少,也不能用于激光焊接。如此,使用2000 nm 波长范围的激光焊接透明塑料时会有很好的效果。
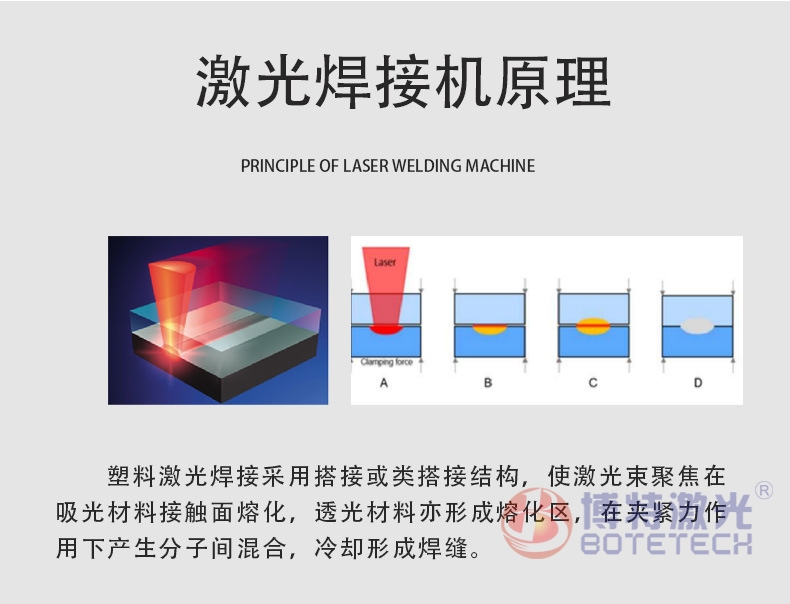
为了保证上下两层透明塑料一个透过激光,一个吸收激光能量,需要使用极短焦距的激光头将光束聚焦成光斑。这种镜头的特点在于镜头出光口的光束直径要远大于焦点的光斑。在激光通过上层工件时,由于光束直径很大,因此其能量密度不足以熔化上层工件,而激光的焦点就在焊缝处。由于焦点有足够的能量密度,可以将塑料熔化后冷却完成焊接。
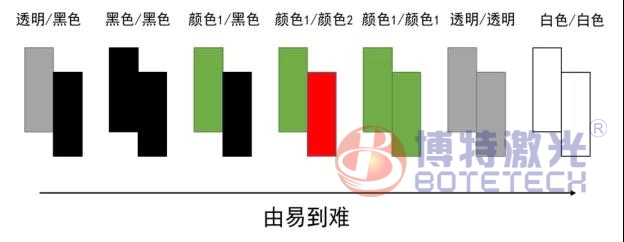
图3是几种不同塑料对于不同波长激光的穿透率。从图中可以发现波长范围为900 nm-1100 nm时,塑料对于激光的穿透率非常高,可以达到85%-95%。由于T(穿透率)+R(反射率)+A(吸收率)=1,而材料对于激光的反射率可以忽略不计,因此在这一波段,塑料对于激光的吸收率非常低,只有5%-10%都不到。而如果我们观察激光波段2000 nm-2100 nm,可以发现PMMA和PC等透明材料在这一波段的透光性只有5%-20%,相应的对激光的吸收率就会高达80%以上。
几种不同塑料对于不同波长激光的穿透率
激光塑料焊接技术对被焊接塑料的要求为:在热作用区内的材料,要求对激光光波的吸收性好;不属于热作用区部分的材料,则要求对光波的透过性好。因此,应用激光焊接的塑料材料必须对激光有吸收。
绝大多数本色的塑料和许多有色的半透明塑料都能采用近红外波段的激光焊接,如聚苯乙烯(PS)、聚氯乙烯(PVC)和聚丙烯(PP)等材料。对于部分吸收率低的热塑性塑料,一是选择合适的激光波长;二是通过添加激光增敏剂(如炭黑等),大大提高塑料对激光的吸收率。但是用碳黑作吸收剂会使激光焊接焊缝颜色变深,与母材颜色不同,这对透明度要求高的材料就不适合了,例如医药、包装和消费产品等对产品要求透明。此时,我们可以选择中红外或者远红外焊接光源进行焊接。
激光透射焊接中,两种对近红外线激光都透射的材料(通常是透明或者白色的),由于对近红外光的吸收很少,也不能用于激光焊接。如此,使用2000 nm 波长范围的激光焊接透明塑料时会有很好的效果。
为了保证上下两层透明塑料一个透过激光,一个吸收激光能量,需要使用极短焦距的激光头将光束聚焦成光斑。这种镜头的特点在于镜头出光口的光束直径要远大于焦点的光斑。在激光通过上层工件时,由于光束直径很大,因此其能量密度不足以熔化上层工件,而激光的焦点就在焊缝处。由于焦点有足够的能量密度,可以将塑料熔化后冷却完成焊接。
上一篇:金属激光焊接机的焊接技术工艺
下一篇:激光塑料焊接机的行业应用有那些?
推荐新闻
-
划片机切割水质的要求(划片机用水标准)
划片机作为半导体晶圆、光学玻璃等精密材料切割的核心设备,其切割过程中冷却水的质量直接影响加...
2025-04-27 -
皮秒激光切割机用的是什么光源
皮秒激光切割机的光源是其核心组件,直接决定了设备的加工能力和应用范围。根据搜索结果中的技术...
2025-04-25 -
LED灯具的“身份证”:激光打标机的应用与优势
激光打标机在LED灯具行业中的应用非常广泛,主要体现在以下几个方面: 一、产品标识与品牌宣传 1...
2024-11-30 -
光纤激光打标机:金属外壳上的精细艺术雕刻师
光纤激光打标机在金属外壳中的应用已经日益广泛,凭借其高效、精准、环保等优势,在金属加工行业...
2024-07-25 -
光纤激光打标机价格是多少?博特激光为你解答
在现代化的生产环境中,高效的生产设备是提升企业竞争力的关键。其中,光纤激光打标机就是一种能...
2024-06-15
