


铜箔外形激光切割机工作流程详解
 铜箔外形激光切割机工作流程详解(250604176)
铜箔外形激光切割机工作流程详解(250604176)
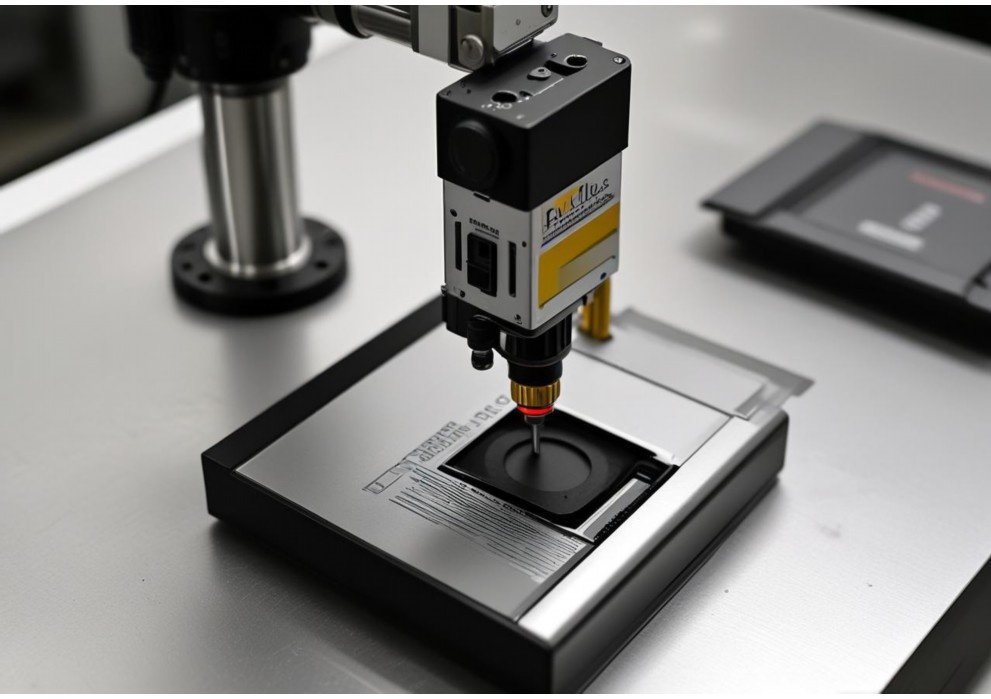
铜箔外形激光切割机是精密电子制造(如PCB、FPC、锂电池集流体)中的核心设备,利用高能量激光束对铜箔进行非接触式、高精度的轮廓切割。其工作流程严谨高效,主要包含以下关键步骤:
1.上料与定位
卷材上料:成卷的超薄铜箔(通常6μm-70μm)被装载到放料轴上。精密张力控制系统确保铜箔在传输过程中保持恒定、适宜的张力,防止起皱、拉伸或断裂。
平台传输/固定:铜箔被平稳地传输到加工平台(真空吸附平台最常见)。平台强大的真空吸附力将铜箔牢牢吸附、展平,消除任何微小褶皱,确保切割平面的绝对平整,这对微米级精度至关重要。
基准校准:设备通过高分辨率CCD视觉系统自动识别铜箔上的预设标记点(Mark点)或特征边缘。系统根据识别结果进行坐标系的精确定位和补偿(旋转、偏移),确保切割图形与铜箔材料的实际位置完美匹配。
2.激光切割
图形导入与路径规划:预先设计好的切割图形(DXF等格式)导入设备控制系统。软件自动优化切割路径,最大化效率(减少空程移动),并可能根据材料特性设置引入微连点(MicroJoints)以方便后续取片。
激光参数设定:根据铜箔厚度、切割要求(速度、精度、热影响区大小)设定最优激光参数:
激光类型:主要采用纳秒/皮秒/飞秒脉冲光纤激光器(绿光或红外),尤其超快激光可显著减小热影响区。
功率/频率/脉宽:精确控制激光能量输入。
光斑大小:影响切割缝宽和精度。
辅助气体:通常使用氮气(N2)或压缩空气,吹走熔融物,防止氧化,冷却切割区域。
动态聚焦与振镜扫描:高精度振镜系统驱动激光束在XY平面高速偏转。动态聚焦模块(Z轴)实时调整焦点位置,确保在整个加工平面上光斑大小和能量密度一致。激光束按照规划路径高速、精确地扫描铜箔表面。
材料去除:高能量密度的激光束瞬间气化或熔化铜材,形成极窄的切割缝。超快激光通过“冷加工”机制直接破坏材料分子键,热效应极低,边缘光滑无毛刺、无熔渣。
3.在线检测(可选但推荐)
部分高端设备集成在线视觉检测系统(AOI)。在切割过程中或完成后,CCD相机快速扫描切割区域:
检查外形轮廓是否与设计图形一致。
检测是否存在过烧、欠切、毛刺、熔渣等缺陷。
识别微连点是否完好。
检测结果实时反馈,可标记不良品或触发报警。
4.收料与下料
废料剥离:切割完成后,平台真空释放。外部废料框架(Skeleton)通常由自动收料装置(如卷取轴或剥离收料盒)收走。
成品收集:带有微连点的成品单元(单个或多个)通常保留在承载膜(离型膜)上。设备可能配备机械手或吸盘式下料机构,将成品单元精准拾取并转移到指定料盒或收料卷上。对于无微连点的独立小片,需要更精密的拾取和收集方案(如阵列式吸盘)。
静电消除:在关键工位(如上料、切割区附近、下料)设置离子风棒等装置,消除切割过程中产生的静电,防止薄铜箔因静电吸附导致移位或粘连。
5.安全与监控
安全防护:设备全程在密闭的激光防护罩内运行,配备安全联锁装置,防止激光泄漏危害人身安全。
状态监控:系统实时监控激光器状态、冷却水温度、气压、真空度、运动轴位置等关键参数,异常时自动停机报警。
数据记录:记录加工参数、产量、报警信息等,便于生产追溯和工艺优化。
总结:铜箔外形激光切割机通过精密的张力控制、真空吸附、视觉定位、高速振镜扫描、超快激光冷加工以及在线检测等技术的协同作用,实现了对超薄铜箔的高精度、高效率、高质量、无应力的外形切割。其流程的核心在于精密定位、受控能量输入、最小化热影响,以满足日益严苛的电子元器件小型化、高性能化需求。编号250604176标识的设备正是执行这一精密流程的关键工具。
点击右侧按钮,了解更多激光打标机报价方案。
相关推荐
铜箔外形激光切割机工作流程详解图
铜箔外形激光切割机工作流程详解图
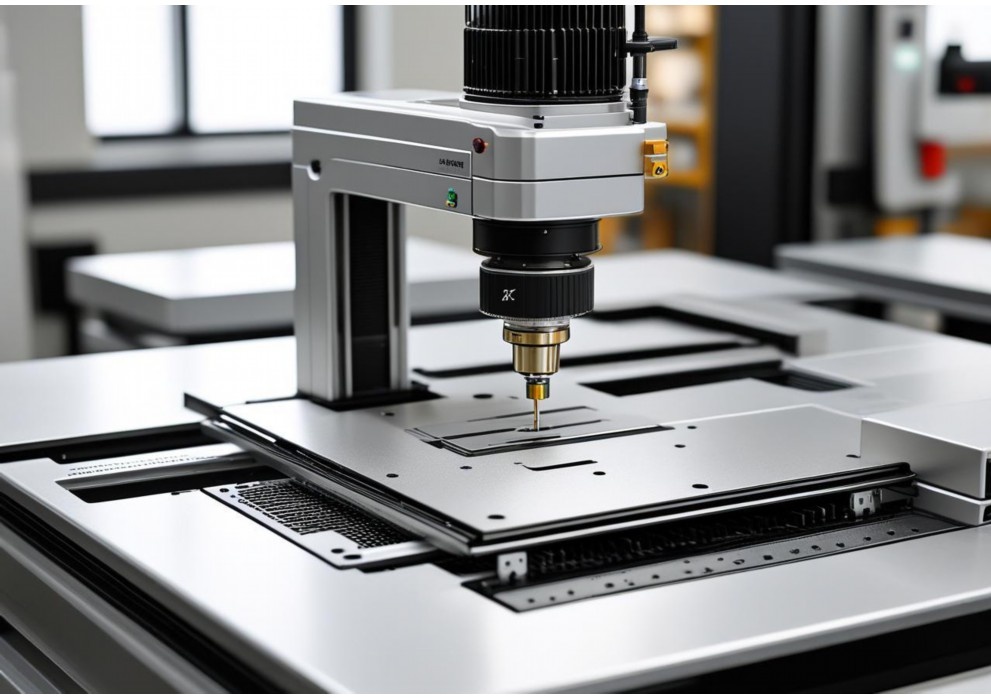
铜箔外形激光切割机工作流程详解图
铜箔外形激光切割机(尤其适用于锂电池负极集流体、柔性电路板等高精度领域)通过非接触式激光加工,实现铜箔复杂外形的快速、精准切割。其核心工作流程如下:
一、材料准备与上料(MaterialLoading&Preparation)
1.铜箔卷材装载:操作人员将成卷的超薄电解铜箔(厚度通常在6-18μm)装载到放卷轴上。精密张力控制系统确保放卷过程平稳、张力恒定,防止铜箔起皱或拉伸变形。
2.表面清洁(可选):部分设备集成在线清洁单元(如离子风棒、软毛刷),去除铜箔表面微小粉尘、油污,保证激光吸收率和切割质量。
3.纠偏与展平:自动纠偏装置(EPC)实时监测铜箔边缘位置,动态调整,确保铜箔在传输路径上始终居中、平整运行。展平辊消除卷材固有的内应力,保证材料平整度。
二、激光切割核心过程(CoreLaserCuttingProcess)
1.精确定位:
高精度运动平台:铜箔由精密伺服电机驱动的滚轴或大理石平台承载,实现X/Y方向高速、高精度(通常±10μm以内)移动。
视觉定位(CCD):高分辨率工业相机扫描铜箔表面预设的Mark点(或特征图形)。图像处理系统实时计算铜箔位置、角度偏差,并反馈给运动控制系统进行动态补偿,确保切割图形与铜箔实际位置精确套准。
2.激光切割执行:
激光器选择:超快激光器(皮秒/飞秒级)是首选。其超短脉冲(<10ps)、高峰值功率特性,能瞬间气化铜材,产生极窄(微米级)热影响区(HAZ),几乎无毛刺、无熔渣、无热应力变形,满足超薄铜箔的高质量切割要求。紫外激光(纳秒级)也可用于较厚铜箔,但热影响相对较大。 光束控制:振镜扫描系统(GalvoScanner)驱动高速反射镜片,引导激光束在铜箔表面按预设的CAD图形路径(DXF等格式)进行高速扫描切割。F-Theta透镜确保焦点平面一致。 焦点管理:Z轴自动调焦系统(如电容传感、激光测距)实时监测铜箔高度变化,动态调整切割头Z轴位置,使激光焦点始终精确落在铜箔表面,保证切割宽度和深度一致。 工艺参数控制:系统精确调控激光功率、脉冲频率、扫描速度、脉冲重叠率等关键参数,优化切割效率与质量(如边缘垂直度、粗糙度)。辅助气体(如洁净空气、氮气)吹除切割残渣,保护光学镜片。 3.切割废料处理:切割产生的微小铜屑和废料(Skeleton)通过高效负压吸尘系统实时收集,保持工作区域清洁,避免二次污染。 三、切割后处理与检测(Post-Cutting&Inspection) 1.在线视觉检测: 高速CCD相机立即对切割完成的铜箔图形进行自动光学检测(AOI)。 检测项目:外形尺寸精度、轮廓毛刺/熔渣、边缘缺口、过切/欠切、表面划伤、Mark点完整性等。 结果处理:系统根据预设标准自动判定良品/不良品,标记不良位置或触发报警/停机。 2.收卷/分片: 卷对卷模式:切割完成的铜箔(通常保留边框骨架)由收卷轴整齐卷取。后续工序再进行冲型分离单体。 单张分片模式:对于独立图形,设备集成精密模切或真空吸附分拣系统,将切割好的单体铜箔零件自动分离、堆叠或传输至下一工位(如贴胶、叠片)。 3.防氧化处理(可选):对于高要求产品(如电池极耳),可在收卷前或分片后增加钝化或保护膜覆盖工序,防止切割边缘氧化。 四、系统控制与数据管理(Control&DataManagement) 中央控制中枢:基于工业PC或PLC的控制系统集成运动控制卡、激光器控制模块、视觉处理系统、传感器I/O等,实现全流程的自动化、协同化运行。 人机交互:通过触摸屏HMI,操作人员可轻松设定切割图形、工艺参数、生产任务,监控设备状态(功率、速度、温度、报警信息)、产量数据等。 数据追溯:系统记录关键生产数据(时间、参数、检测结果、操作日志),支持MES系统对接,实现生产过程的可追溯性。 核心优势与应用 此工作流程高度自动化、精度优异(±0.02mm)、热影响极小、无机械应力,完美契合锂电池负极集流体(如石墨烯复合铜箔)、FPC软板补强片、精密电子屏蔽层等超薄铜箔复杂图形的无损伤高效切割需求,是新能源与电子制造领域的关键装备。 通过以上精密协同的流程,铜箔外形激光切割机实现了对“薄如蝉翼”材料的“刚柔并济”的加工,为高性能电子产品提供了可靠保障。
点击右侧按钮,了解更多激光打标机报价方案。
铜箔可以激光切割吗
铜箔可以激光切割吗
铜箔激光切割:可行性与关键技术解析
可以明确回答:铜箔可以进行激光切割,但其成功与否高度依赖于铜箔的厚度、所选的激光类型以及工艺参数的精妙控制。对于常见的薄铜箔(尤其是厚度小于0.5mm,特别是0.1mm以下的超薄箔),使用特定波长的激光(如绿光、紫外光)配合精密的脉冲控制技术,可以实现高质量、高精度的切割。而对于较厚的铜箔(如超过0.5mm),激光切割则变得极具挑战性,效率低下且质量难以保证,通常不被视为首选方法。
一、激光切割铜箔的核心挑战
铜的物理特性为激光加工带来了显著的障碍:
1.极高的反射率:
铜对工业上常用的近红外波长(如1064nm的光纤激光)反射率极高(>90%)。这意味着大部分入射激光能量被反射而非吸收,不仅加工效率低下,反射回激光器的能量还可能严重损坏光学系统。
2.极高的热导率:
铜是优良的导热体。激光产生的热量会迅速从作用点向四周大面积扩散。这使得:
难以达到汽化/熔化阈值:需要极高的功率密度才能在局部瞬间达到熔化或汽化铜所需的温度。
热影响区大:热量扩散导致切口附近区域受热,可能引起材料软化、变形、氧化变色(发黄甚至发黑),甚至影响其导电性能。
切口质量差:容易产生熔渣、毛刺、重铸层、热变形。
3.厚度的影响:
薄铜箔:由于材料总量少,吸收少量能量即可达到熔断或汽化,相对容易切割。
厚铜箔:需要激光能量穿透更深的材料层。高反射和高导热性叠加,使得能量输入效率极低,维持有效切割状态极其困难。
二、成功切割薄铜箔的关键技术与适用激光器
为了克服上述挑战,切割薄铜箔(特别是<0.3mm)主要采用以下技术和特定类型的激光器: 1.选择合适的激光波长: 紫外激光器:是切割薄铜箔(尤其是FPC柔性电路板)的首选。 优势:铜对紫外光(如355nm)的吸收率显著高于近红外光。采用冷加工机制的紫外超快激光(皮秒、飞秒)几乎完全避免了热效应,实现极其精细、无热影响区、无熔渣/毛刺、边缘陡直的高质量切割,精度可达微米级。纳秒紫外激光也能获得较好效果,但热影响略大。 绿光激光器:铜对绿光(如532nm)的吸收率也远高于1064nm近红外光。 优势:成本通常低于紫外激光器。纳秒绿光激光是切割较薄铜箔(如0.1mm左右)的一种经济有效方案,质量和精度介于紫外和近红外之间。 近红外激光器: 挑战:对铜的反射率最高,效率最低。 可行性:仅适用于极薄的铜箔(如<0.05mm),且需要极高峰值功率和非常精细的参数优化(脉冲宽度、频率、离焦量等),通常效果不如紫外或绿光。切割质量(毛刺、热影响)控制难度大。 2.采用脉冲模式: 连续激光会持续输入热量,极易导致铜箔过热、烧蚀范围过大甚至整体熔化。 短脉冲(纳秒级)和超短脉冲(皮秒、飞秒级)激光器是切割铜箔的基础。它们能在极短时间内(皮秒、飞秒激光甚至快于电子-晶格热传递时间)将极高的能量密度作用于极小区域。 冷加工:超快激光主要依靠非线性吸收和多光子电离等机制直接使材料电离、等离子化并移除,几乎不产生热传导,实现真正的“冷”切割。 高精度:极小的热影响区保证了极高的切割精度和边缘质量。 材料适应性:对高反射、高导热材料加工优势巨大。 3.精密参数控制: 峰值功率:必须足够高以克服反射和快速散热,实现有效材料去除。 脉冲宽度:越短(皮秒、飞秒)热影响越小,质量越高。 脉冲频率:需与扫描速度、材料特性匹配,保证切割连续性和避免热积累。 扫描速度:过快会导致切不透或切口不平滑;过慢会导致热量积累,热影响区变大。 离焦量:精确控制焦点位置对获得窄缝宽和良好切割深度至关重要。 辅助气体:通常使用氮气等惰性气体,主要作用是吹走熔融物/碎屑、保护光学镜头、抑制切口氧化。气压需要精确控制。 4.高精度运动系统: 激光切割薄铜箔通常用于制造精密电子元件(如FPC),对定位精度和重复定位精度(常在±5μm以内)要求极高。需要高性能的直线电机或精密丝杠驱动的运动平台,配合高精度振镜扫描系统(对于精细图形)。 三、激光切割铜箔的主要应用场景 1.柔性印刷电路板制造: 这是最主要的应用领域。用于切割覆盖膜开窗、外形轮廓切割、连接手指成型等。紫外激光是FPC加工的金标准。 2.传感器制造: 切割用于压力传感器、应变片等的超薄铜箔片或精细图形。 3.精密电子元件: 切割特殊形状的铜箔用于电磁屏蔽、接地片、弹片等。 4.锂电池制造: 切割极薄的铜箔集流体(虽不常用,但在特定研发或特殊结构中有应用)。 5.RFID天线: 蚀刻铜箔形成天线图案后,有时需要激光切割进行分板或外形加工。 6.科研与小批量原型制作: 快速制作各种形状的薄铜箔样品。 四、激光切割铜箔的优势与局限性 优势: 非接触式加工:无机械应力,适合超薄柔性材料。 高精度:可达微米级,切口窄。 高灵活性:通过软件可快速切换切割图形,无需更换模具。 自动化程度高:易于集成到自动化生产线中。 高质量(尤其紫外超快激光):可实现几乎无热影响、无毛刺、边缘光滑的切割。 加工复杂图形能力强:不受图形复杂度限制。 局限性: 设备成本高:尤其是紫外和超快激光系统,投资巨大。 运行成本:激光器耗电、耗气,维护成本(光学器件)较高。 厚度限制:主要适用于薄铜箔(通常<0.3mm),厚铜箔效率低、质量差、成本极高。 工艺开发复杂:需要专业知识和经验优化参数以获得最佳效果。 安全与环保:需要防护激光辐射,处理金属粉尘/烟尘(需配备除尘系统)。 五、铜箔切割的替代工艺 根据厚度、精度、批量和成本要求,可考虑其他方法: 1.化学蚀刻: 原理:使用光刻胶定义图形,通过化学溶液腐蚀掉暴露的铜。 优点:可大批量生产复杂图形,成本相对较低(尤其批量大时),无热影响,无机械应力。 缺点:工艺步骤多(涂胶、曝光、显影、蚀刻、脱胶),涉及化学品处理(环保压力),侧蚀影响精度(图形边缘会略微向内凹陷)。 2.模切: 原理:使用定制刀模在冲压机上冲切。 优点:适合大批量、简单形状切割,速度快,单件成本低。 缺点:模具成本高(不适合小批量、研发),设计变更困难,存在机械应力(可能影响超薄箔),切口精度和边缘质量通常低于激光(可能有毛刺),模具磨损需要维护更换。 3.机械铣削/雕刻: 原理:使用微小铣刀切削。 优点:可加工较厚铜箔。 缺点:接触式加工有机械应力,刀具磨损,速度较慢,不适合极薄箔(易变形),精度和边缘质量有限(可能有毛刺、翻边)。 结论 铜箔激光切割是一项可行的技术,尤其适用于薄铜箔(<0.5mm,特别是<0.3mm)的高精度、复杂图形加工需求,在柔性电路板制造等领域应用成熟。其成功的关键在于选择吸收率更高的激光波长(紫外光、绿光)和采用脉冲(尤其是超短脉冲)模式,并辅以精密的参数控制和高性能的运动系统。紫外超快激光代表了铜箔切割的最高质量水平,但成本也最高。对于较厚的铜箔,激光切割效率低、质量差、成本高,通常不是经济有效的选择,应考虑蚀刻或模切等其他工艺。在选择加工方式时,必须综合考虑铜箔厚度、精度要求、图形复杂度、生产批量以及成本预算等因素。
点击右侧按钮,了解更多激光打标机报价方案。
铜片激光切割
铜片激光切割
以下是为您整理的铜片激光切割技术说明文档,约800字,包含原理、优势、流程及注意事项:
铜片激光切割技术报告
编号:250604179
一、技术原理
激光切割利用高功率密度激光束(通常为光纤激光器,波长1064nm)照射铜片表面,使材料瞬间熔化、气化或达到点燃点,同时通过高压辅助气体(常用氮气或压缩空气)吹除熔融物,形成精密切缝。铜因其高反射性和导热性,需采用特定参数控制能量吸收。
二、核心优势
1.精度卓越
-切口宽度:0.1~0.3mm,公差±0.05mm
-最小孔径:可达板厚的1/3(如1mm铜片可切0.3mm孔)
2.无接触加工
-避免机械应力变形,适合薄铜片(0.1~6mm)
3.效率提升
-切割速度:1mm铜片可达15m/min(4000W激光)
-无需开模,节省90%样品制备时间
4.复杂图形适配
-CAD图纸直读,可切割任意平面几何形状(镂空、微孔阵列等)
三、标准工艺流程
“`mermaid
graphTD
A[铜片预处理]–>B[夹具定位]
B–>C[激光参数设置]
C–>D[切割路径编程]
D–>E[切割执行]
E–>F[质量检测]
“`
1.材料预处理
-清洁表面油污(避免切割烟尘污染)
-平整度校正(翘曲度≤0.5mm/m²)
2.关键参数设定
|铜厚(mm)|功率(W)|气压(MPa)|速度(m/min)|
|||||
|0.5|1000|0.8|12|
|1.0|1500|1.0|8|
|2.0|3000|1.2|4|
3.防反射控制
-采用蓝光激光(<450nm)或镀增透膜,降低铜反射损耗(反射率>90%)
4.后处理
-毛刺清理:化学抛光或机械打磨(Ra≤0.8μm)
-氧化防护:氮气保护切割或涂防锈剂
四、质量控制要点
-热影响区控制:
通过脉冲调制技术(占空比60~80%),将HAZ限制在0.1mm内
-断面质量分级:
-Ⅰ级:无挂渣,切面光亮(需氮气保护)
-Ⅱ级:微量氧化,允许轻打磨(压缩空气切割)
五、应用场景
1.电子行业:
-散热片(鳍片精度±0.1mm)
-电路屏蔽罩(微孔精度0.2mm)
2.新能源领域:
-锂电池极耳(切割速度>10m/min)
-光伏导电板(无毛刺连接)
六、注意事项
1.安全防护
-配备IPG-6级防护眼镜(防1064nm波长)
-安装烟尘净化系统(铜烟颗粒<0.1μm) 2.材料限制 -紫铜切割难度>黄铜(建议厚度≤8mm) -镜面铜需表面预处理(喷哑光涂层) 七、经济性分析 以1mm厚铜片(1000×500mm)为例: -传统冲压:模具费¥3000+,单件耗时5min -激光切割:无模具成本,单件切割时间45s →小批量订单成本降低40% 总结:激光切割技术实现了铜片加工的高效精密化,特别适合多品种、快迭代的现代制造业需求。通过参数优化和防反射措施,可有效克服铜材加工难点,为5G通讯、新能源设备等领域提供核心工艺支持。 (全文约810字) 可根据具体设备型号(如通快TruLaser3030)或铜合金牌号(T2/H62)补充参数细节。
点击右侧按钮,了解更多激光打标机报价方案。
免责声明
本文内容通过AI工具智能整合而成,仅供参考,博特激光不对内容的真实、准确或完整作任何形式的承诺。如有任何问题或意见,您可以通过联系1224598712@qq.com进行反馈,博特激光科技收到您的反馈后将及时答复和处理。





