- 首页
- 产品中心
- 行业方案
行业方案
博特精密为锂电 / PCB / 家电电器 / 汽车配件 / 3C 手机外壳 / 珠宝饰品行业提供专属激光加工解决方案,涵盖激光打标 / 焊接 / 切割 / 划片全工艺,定制自动化产线,提升行业生产效率与加工精度。
查看全部-
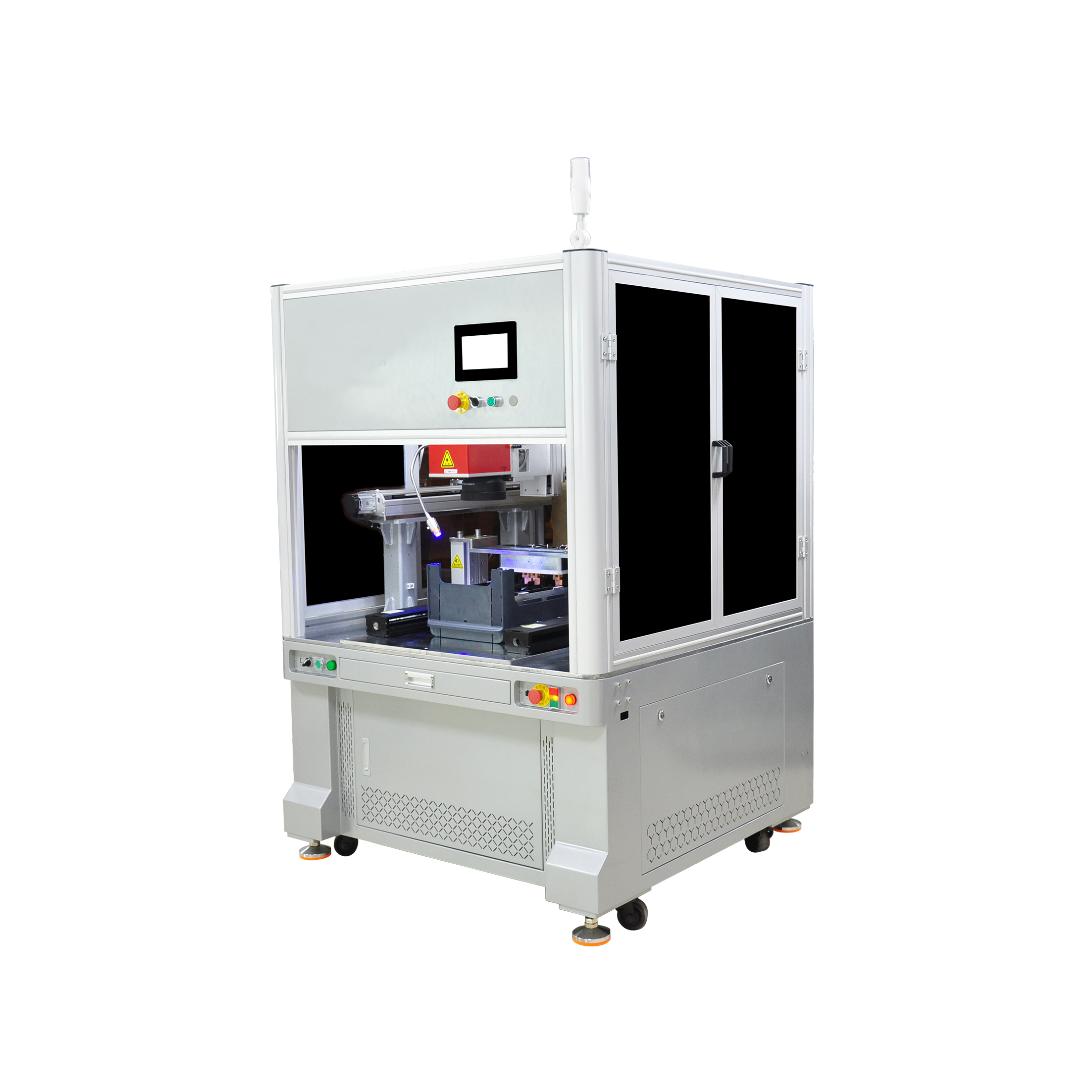
 专注为锂电池行业提供激光焊接、打标、切割、封装全系统设备及自动化产线解决方案。了解详情
专注为锂电池行业提供激光焊接、打标、切割、封装全系统设备及自动化产线解决方案。了解详情 -
 为 PCB 行业提供激光镭雕、切割、打标、钻孔等精密加工设备与自动化方案。了解详情
为 PCB 行业提供激光镭雕、切割、打标、钻孔等精密加工设备与自动化方案。了解详情 -
 家电领域激光解决方案。激光无缝焊接用于洗衣机内筒,提升强度与光滑度;激光切割用于精密加工塑料及金属部件;激光打标则用于产品标识,高效环保。了解详情
家电领域激光解决方案。激光无缝焊接用于洗衣机内筒,提升强度与光滑度;激光切割用于精密加工塑料及金属部件;激光打标则用于产品标识,高效环保。了解详情 -
 汽车配件激光加工解决方案,主要用于精密焊接、切割、打标及表面处理,提升部件强度与精度,高效环保,是智能制造的关键环节。了解详情
汽车配件激光加工解决方案,主要用于精密焊接、切割、打标及表面处理,提升部件强度与精度,高效环保,是智能制造的关键环节。了解详情 -
 像手机Logo打标、手机按键打标、手机外壳打标、手机电池打标、手机饰品打标等等,甚至在你看不见的手机内部,还有零部件的激光打标。了解详情
像手机Logo打标、手机按键打标、手机外壳打标、手机电池打标、手机饰品打标等等,甚至在你看不见的手机内部,还有零部件的激光打标。了解详情 -
 珠宝激光加工采用精密焊接、快速成型与无损切割等先进工艺,显著提升生产效率与设计灵活性,降低材料损耗,完美契合高端定制与个性化市场需求。了解详情
珠宝激光加工采用精密焊接、快速成型与无损切割等先进工艺,显著提升生产效率与设计灵活性,降低材料损耗,完美契合高端定制与个性化市场需求。了解详情 -
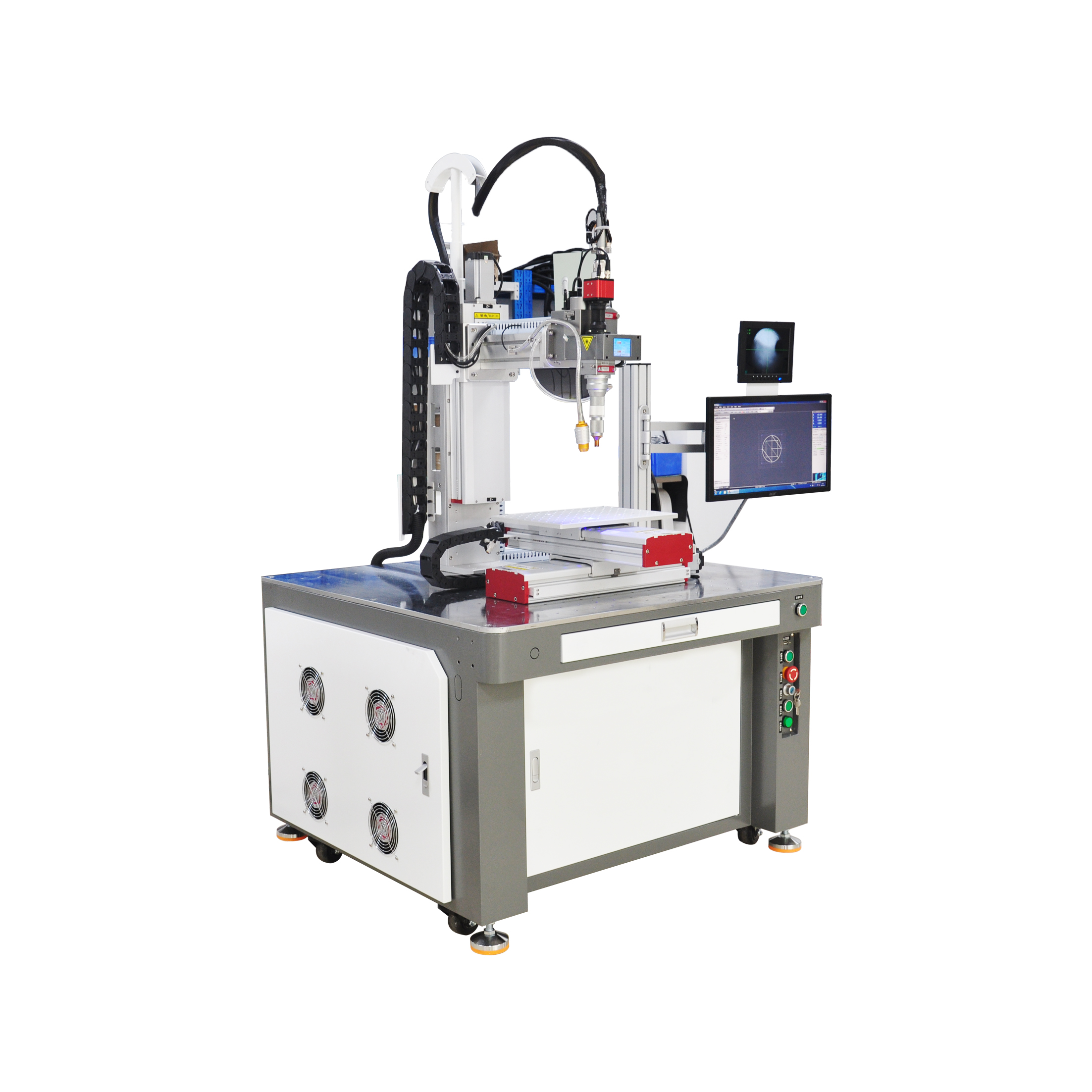
 焊接TYPEC-C、高速线束、连接线、网通线、天线、漆包线;其中,对于手机数据线的焊接,知名的生产厂商已将我司所研发、生产的激光锡球喷射焊接机投入使用。了解详情
焊接TYPEC-C、高速线束、连接线、网通线、天线、漆包线;其中,对于手机数据线的焊接,知名的生产厂商已将我司所研发、生产的激光锡球喷射焊接机投入使用。了解详情 -
 耳机激光焊锡加工专为各类耳机微细焊接而设计,尤其适用于扬声器线圈、微型麦克风和精密FPC组装。该工艺借助激光的高定向性能量实现精准加热,通过自动送锡完成微区熔合,有效避免热敏部件损伤与材料变形。了解详情
耳机激光焊锡加工专为各类耳机微细焊接而设计,尤其适用于扬声器线圈、微型麦克风和精密FPC组装。该工艺借助激光的高定向性能量实现精准加热,通过自动送锡完成微区熔合,有效避免热敏部件损伤与材料变形。了解详情
-
- 新闻中心
- 视频中心
- 关于博特
- 联系我们