









圆柱电池激光焊接工艺规范
来源:博特精密发布时间:2025-11-07 05:00:00
好的,这是一份关于圆柱电池激光焊接工艺的规范文档,内容详尽,符合800字左右的要求。
圆柱电池激光电池激光焊接工艺规范
1.目的与范围
本规范旨在明确圆柱形锂离子电池(如18650、21700等型号)在生产过程中,关键部件(如极耳与盖帽、盖帽与壳体)的激光焊接工艺标准。其目的是确保焊接接头具有高一致性、高可靠性、低内阻和优良的气密性,从而保障电池的安全性能与循环寿命。本规范适用于电池生产、工艺及质量相关部门。
2.工艺概述
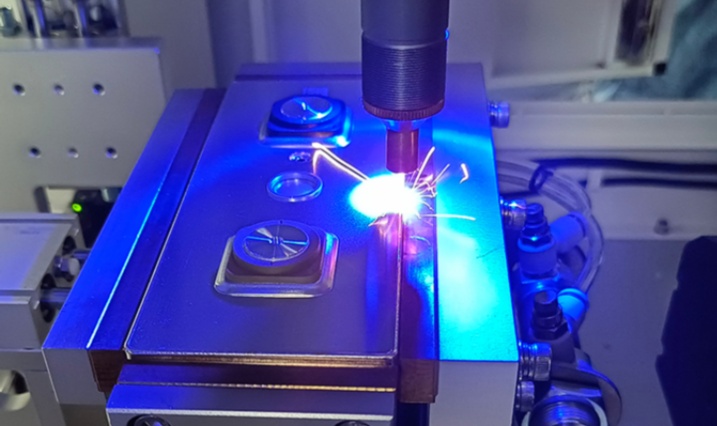
激光焊接是利用高能量密度的激光束作为热源,对金属连接部位进行熔化并形成牢固焊缝的一种精密加工方法。其优势在于能量集中、热影响区小、焊接速度快、易于自动化集成,非常适用于圆柱电池这种对洁净度、精度和效率要求极高的产品。
3.设备与材料要求
激光焊接机:推荐使用光纤激光器或碟片激光器,功率稳定,光束质量高。通常功率范围在200W至1500W之间,可根据具体焊接深度需求选择。
运动控制系统:高精度的X-Y工作台或机器人,配合旋转轴,确保激光束能精确、匀速地扫描焊接轨迹。
工装夹具:定制化夹具,确保电芯与盖帽/壳体在焊接过程中保持精准对中、紧密贴合,并具备良好的导电性和散热性,防止虚焊和烧穿。
保护气体:必须使用高纯度(≥99.99%)的氩气(Ar)作为保护气体,通过同轴或侧吹方式覆盖熔池,有效防止金属在高温下氧化,保证焊缝成型美观、性能稳定。
来料要求:
盖帽与极耳:通常为铝-铝、铜-铝或铜-铜焊接。材料表面必须洁净,无油污、氧化层、粉尘等杂质。
壳体:一般为镀镍钢壳。壳口端面应平整、无毛刺。
所有待焊部件在焊接前建议进行清洗(如等离子清洗)以去除微观污染物。
4.核心工艺参数
焊接质量由以下关键参数共同决定,需通过DOE(实验设计)进行优化并固定:
激光功率(P):决定焊接热输入的核心。功率过低导致熔深不足(虚焊);功率过高易导致焊穿、飞溅、气孔。
焊接速度(V):影响热输入和作用时间。速度过快,熔合不充分;速度过慢,热输入过大,热影响区变宽。
脉冲频率(f)与波形:对于脉冲焊接,频率影响焊点的重叠率。合适的波形(如缓升缓降)能有效抑制飞溅。
离焦量(Δf):激光焦点相对于工件表面的位置。通常采用负离焦(焦点进入工件内部)以获得更稳定、更宽的焊缝。
保护气体流量:流量需适中,确保能有效驱散空气但不对熔池产生扰动。
参考参数范围(以铝-铝焊接为例):
功率:300-800W
速度:50-150mm/s
频率:50-200Hz(脉冲模式)
离焦量:-0.5~-1.5mm
气体流量:10-25L/min
5.焊接操作流程
1.准备:操作员佩戴防静电手套,确认设备状态、气源压力正常。
2.上料:将电芯与盖帽组件精准放入夹具中,确保贴合紧密无间隙。
3.参数设置与调用:在控制面板调用经过验证的合格焊接程序。
4.焊接执行:启动设备,自动完成焊接循环。期间严禁人员进入光路区域。
5.下料:取出焊后工件,轻拿轻放,避免碰撞焊缝。
6.自检:操作员对首件和巡检件进行初步外观检查。
6.质量检验标准
外观检验(100%全检):
焊缝成型:连续、均匀、光滑,无断焊、漏焊。
焊缝颜色:呈银白色或金黄色为佳,暗蓝色或黑色表明氧化严重。
缺陷:无可见的飞溅、裂纹、焊穿、凹坑、明显下塌。
性能检验(抽检):
撕拉力测试:破坏性测试,焊接强度需大于母材强度,断裂位置应在母材而非焊缝。
金相分析:切割、研磨、腐蚀后显微镜观察,检查熔深、熔宽是否符合要求,内部无气孔、裂纹。
气密性测试:使用氦质谱检漏仪,漏率需低于指定标准(如1×10??Pa·m3/s)。
内阻测试:焊接点的接触电阻应极低且稳定。
7.安全与注意事项
严格遵守激光安全操作规程,焊接区域必须完全封闭或设置有效的激光防护帘,防止激光辐射伤害。
焊接过程中会产生金属蒸气和粉尘,需配备有效的烟尘净化系统。
定期对激光器光学镜片(聚焦镜、保护镜)进行清洁和检查,确保光束质量。
建立完整的工艺参数档案和追溯系统,任何参数的变更需经过审批和重新验证。
总结:本规范是确保圆柱电池激光焊接质量的基础文件。所有相关人员必须严格遵循,并通过持续的过程监控与优化,不断提升焊接质量与产品良率。
上一篇:激光焊接在储能电池生产中的应用
下一篇:方形电池壳体激光焊接工艺
推荐新闻
-
小型激光切割机行业应用案例
小型激光切割机作为一种高效、精密的加工工具,近年来在多个行业中得到了广泛应用。它利用高能量...
2025-10-06 -
CCD视觉定位加持!博特精密光纤激光打标机助力电子制造业效率翻倍
CCD视觉定位!博特精密光纤激光打标机助力电子制造业在电子制造业迈向高精度、自动化、柔性化生...
2026-01-10 -
紫外激光打标机 355nm 冷加工 多材质高精度雕刻设备
355nm紫外激光打标机:冷加工赋能多材质高精度雕刻在精密制造领域,激光打标技术的精准度与材质...
2026-01-12 -
视觉打标机品牌性价比排行榜
视觉打标机是一种集成了视觉识别系统的工业自动化设备,主要用于产品标记、追溯和品质控制,广泛...
2024-09-27 -
电子连接器行业CCD视觉打标精度提升方案
一根Pin针弯曲0.015mm,肉眼难辨,传统2D视觉系统也难以察觉,却导致整批连接器焊接不良,最终赔...
2025-09-23 -
精雕细琢:专注于小尺寸零件视觉打标的专业厂家
在精密制造领域,小尺寸零件(如医疗器械细小组件、电子芯片、精密齿轮、连接器、半导体引线框架...
2024-09-27 -
精密激光切割材料选择解决方案
精密激光切割是一种高精度、高效率的加工技术,广泛应用于航空航天、医疗器械、电子元件和汽车制...
2025-10-06 -
精密激光切割机横梁那种材质好
精密激光切割机横梁用什么材质好?用对材料,机器更稳定目录一、切割精度背后的“隐形主角”二、...
2025-05-27
