









方形电池壳体激光焊接工艺
来源:博特精密发布时间:2025-11-07 04:48:00
方形电池壳体激光焊接工艺
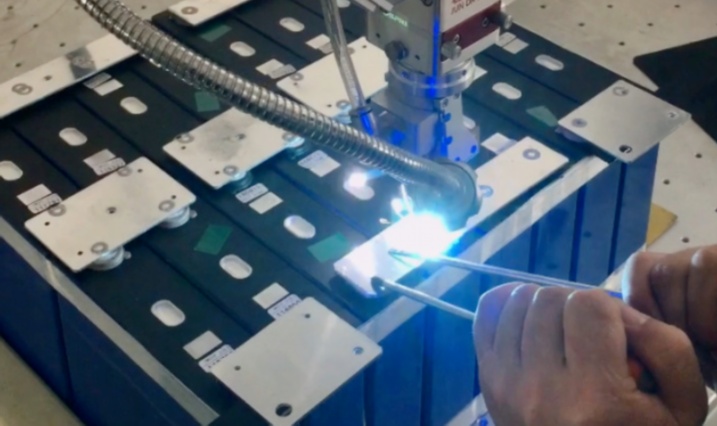
方形电池因其结构紧凑、能量密度高及成组效率优异,被广泛应用于电动汽车、储能系统等领域。壳体作为电池的承压与密封结构,其焊接质量直接影响电池的安全性、可靠性与寿命。激光焊接凭借高能量密度、低热输入及非接触加工等优势,已成为方形电池壳体制造的关键工艺。
一、激光焊接的技术原理与特点
激光焊接利用高能激光束作用于工件表面,通过热传导或深熔焊机制实现材料连接。对于方形电池壳体(通常为3003铝合金或不锈钢),焊接需满足以下要求:
-气密性:防止电解液泄漏或外部污染物侵入。
-强度:承受内部电芯膨胀及外部机械应力。
-外观质量:焊缝平整无飞溅,避免尖锐毛刺损伤电芯。
激光焊接的典型特点包括:
1.高精度与可控性:光束直径可达微米级,适合电池壳体薄壁(通常0.5-1.2mm)焊接。
2.低热影响区(HAZ):减少对电芯及内部结构的热损伤。
3.自动化兼容性:易于集成至生产线,实现高速焊接(速度可达10-20m/min)。
二、焊接工艺核心流程
1.材料预处理:
壳体与盖板需经清洗、干燥,去除油污及氧化层。铝合金表面易形成高反射率氧化膜,常通过机械打磨或化学处理提升激光吸收率。
2.工装设计与夹紧:
采用高精度夹具保证壳体与盖板间隙小于0.1mm。错位或间隙过大会导致焊穿或虚焊。
3.焊接参数优化:
-功率:根据材料厚度选择(例如1mm铝壳常用1-3kW光纤激光器)。
-速度:与功率协同调节,避免过热或熔深不足。
-波形控制:脉冲激光或连续激光调制,抑制飞溅(如采用渐升渐降功率波形)。
-保护气体:氩气或氮气侧吹保护,防止焊缝氧化。
4.焊缝设计:
方形电池常见焊缝形式包括:
-顶盖封口焊接:环形焊缝,要求全程密封无中断。
-防爆阀焊接:薄区精密焊接,需严格控制熔深。
-极柱焊接:异种材料(如铜-铝)连接,需优化参数避免脆性相生成。
三、质量控制与检测
1.在线监测:
通过红外测温或等离子体传感器实时监控焊缝稳定性,及时调整参数。
2.无损检测:
-氦质谱检漏:检验密封性(漏率通常要求<10??Pa·m3/s)。
-X射线检测:识别内部气孔、裂纹。
-视觉检测:检查表面凹陷、咬边等缺陷。
3.破坏性测试:
随机抽样进行金相分析(验证熔深、组织)与拉伸试验(评估强度)。
四、常见缺陷与解决措施
-飞溅:由功率密度过高或清洁度不足引起。可通过调整离焦量、增加脉冲频率改善。
-气孔:材料污染或保护气体不当导致。优化清洗工艺与气流角度。
-裂纹:铝合金焊接易出现结晶裂纹。采用含硅焊丝或预热工艺缓解。
五、发展趋势与挑战
1.复合焊接技术:激光-电弧复合焊提升对装配误差的适应性。
2.智能闭环控制:基于AI算法实时修正参数,提升良品率。
3.绿色制造:减少保护气体消耗,开发无飞溅工艺。
结语
激光焊接技术是方形电池高可靠性制造的核心环节。通过精细化参数设计、全过程质量监控及新工艺应用,不仅能够满足动力电池严苛的安全标准,也为下一代电池技术(如固态电池)的壳体封装奠定了工艺基础。未来,随着激光器成本降低与智能化升级,该技术有望进一步推动新能源汽车产业的高质量发展。
上一篇:圆柱电池激光焊接工艺规范
下一篇:电池极耳焊接激光方案介绍
推荐新闻
-
小型激光切割机行业应用案例
小型激光切割机作为一种高效、精密的加工工具,近年来在多个行业中得到了广泛应用。它利用高能量...
2025-10-06 -
CCD视觉定位加持!博特精密光纤激光打标机助力电子制造业效率翻倍
CCD视觉定位!博特精密光纤激光打标机助力电子制造业在电子制造业迈向高精度、自动化、柔性化生...
2026-01-10 -
紫外激光打标机 355nm 冷加工 多材质高精度雕刻设备
355nm紫外激光打标机:冷加工赋能多材质高精度雕刻在精密制造领域,激光打标技术的精准度与材质...
2026-01-12 -
视觉打标机品牌性价比排行榜
视觉打标机是一种集成了视觉识别系统的工业自动化设备,主要用于产品标记、追溯和品质控制,广泛...
2024-09-27 -
电子连接器行业CCD视觉打标精度提升方案
一根Pin针弯曲0.015mm,肉眼难辨,传统2D视觉系统也难以察觉,却导致整批连接器焊接不良,最终赔...
2025-09-23 -
精雕细琢:专注于小尺寸零件视觉打标的专业厂家
在精密制造领域,小尺寸零件(如医疗器械细小组件、电子芯片、精密齿轮、连接器、半导体引线框架...
2024-09-27 -
精密激光切割材料选择解决方案
精密激光切割是一种高精度、高效率的加工技术,广泛应用于航空航天、医疗器械、电子元件和汽车制...
2025-10-06 -
精密激光切割机横梁那种材质好
精密激光切割机横梁用什么材质好?用对材料,机器更稳定目录一、切割精度背后的“隐形主角”二、...
2025-05-27
