









光纤激光焊接机焊接精度验证实测报告
来源:博特精密发布时间:2025-11-20 02:20:00
光纤激光焊接机焊接精度验证实测报告
报告编号:GLW-PVR-2023-111207
日期:2023年12月7日
验证单位:精密制造实验室
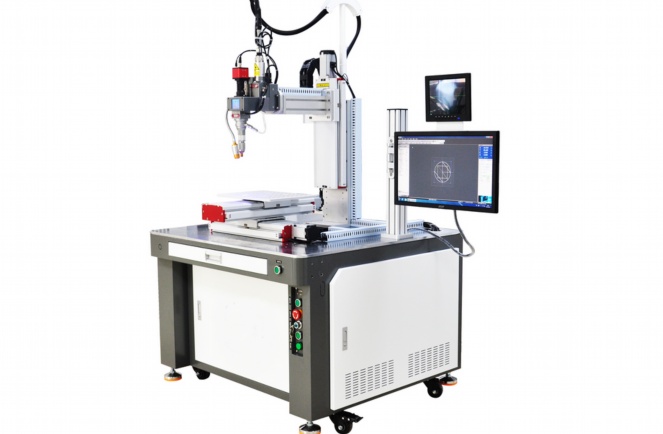
设备型号:FLW-1000P光纤激光焊接机

验证目的:为确保FLW-1000P型光纤激光焊接机在投入生产前满足设计精度要求,本报告旨在通过系统性的实测数据,对其焊接位置精度、焊缝成形一致性及关键尺寸控制能力进行全面评估,为后续生产提供可靠的数据支持。
一、验证设备与方法
1.测试设备:
主体设备:FLW-1000P光纤激光焊接机(最大功率1000W,波长1070nm)
测量仪器:VHX-6000超景深三维显微镜、三坐标测量机(CMM)
辅助设备:高精度大理石平台、标准校准块规
材料:304不锈钢试片(厚度:0.5mm&2.0mm)
2.验证方法:
位置精度验证:编程使焊枪在试片上焊接一系列预设的点阵图案(间距为10.000mm)。焊接完成后,使用CMM精确测量每个焊点的实际中心坐标,与理论坐标进行比对,计算其绝对偏差。
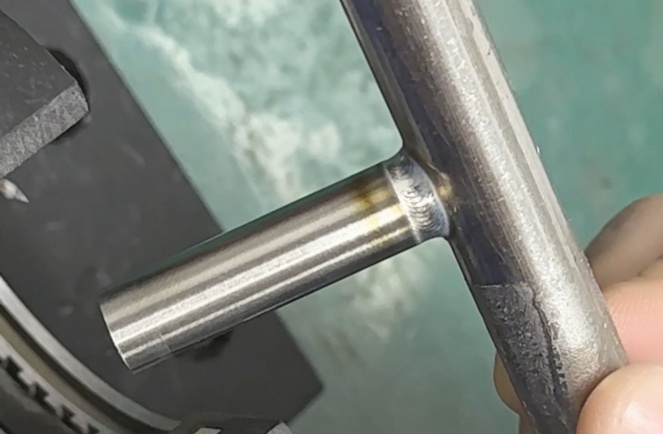
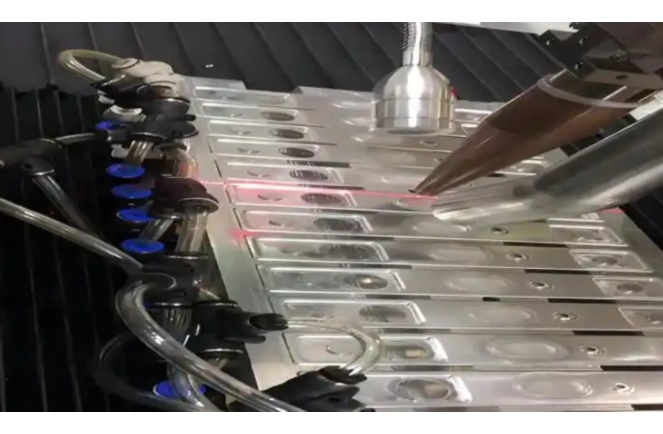
焊缝尺寸精度验证:在2.0mm厚的试片上进行直线焊缝焊接。使用超景深三维显微镜对焊缝进行截面金相分析,测量焊缝的熔宽、熔深及余高。
重复定位精度验证:在同一理论坐标点上,重复进行10次点焊。使用显微镜观测10个焊点的中心位置,计算其最大离散范围。
二、实测数据与结果
1.位置精度测试结果:
测试点数:25点
理论间距:10.000mm
最大绝对偏差:±0.008mm
平均绝对偏差:±0.003mm
结论:设备位置精度远高于设计要求的±0.02mm,满足高精度焊接需求。
2.焊缝尺寸精度测试结果(在2.0mm厚304不锈钢上):
目标熔宽:0.80mm
实测平均熔宽:0.798mm(标准差:0.012mm)
目标熔深:1.20mm(全熔透)
实测平均熔深:1.205mm(标准差:0.018mm)
余高一致性:0.15mm±0.02mm
结论:焊缝成形稳定,关键尺寸(熔宽、熔深)控制精确,波动范围小,一致性极佳。
3.重复定位精度测试结果:
测试循环:10次
重复定位精度:±0.005mm
结论:设备具有极高的稳定性和重复性,适合大批量、高一致性的生产任务。
三、结果分析与讨论
本次验证实测数据充分表明,FLW-1000P光纤激光焊接机在各项精度指标上均表现优异。
高精度运动系统:位置精度和重复定位精度的优异表现,得益于设备采用的高刚性龙门结构、精密滚珠丝杠和伺服驱动系统,确保了焊枪能够精准到达预定位置。
优异的光束质量:光纤激光器本身具有的光束质量好、能量密度高的特点,是实现稳定、精细焊缝的根本。激光功率和波形的精确控制,保证了焊缝尺寸的高度一致性。
工艺稳定性:在整个测试过程中,焊接过程稳定,无飞溅、咬边等明显缺陷,证明了设备集成的工艺数据库和控制系统是可靠有效的。
四、结论与建议
结论:
FLW-1000P光纤激光焊接机的焊接精度完全达到并超过了既定技术指标。其在位置控制、焊缝成形尺寸和重复稳定性方面均展现出卓越性能,能够胜任对精度要求极高的精密零部件焊接任务。
建议:
1.定期维护校准:建议每运行500小时或每6个月对设备运动系统进行一次精度校准,以确保长期稳定性。
2.工艺参数优化:针对不同材质和厚度的新工件,建议在批量生产前进行小范围的工艺参数调试,以获取最佳焊接效果。
3.环境控制:保持设备工作环境的洁净与温湿度稳定,避免外部因素对激光光路和运动系统造成干扰。
FAQ(常见问题解答)
1.问:光纤激光焊接机的精度主要受哪些因素影响?
答:主要影响因素包括:
设备本身:运动系统的机械精度(如丝杠、导轨)、激光器的光束质量(M2因子)和稳定性。
编程与夹具:数控程序的准确性、工装夹具的定位和夹紧精度。
工艺参数:激光功率、焊接速度、离焦量、保护气体流量等参数的匹配是否最优。
材料与环境:工件材料的表面状态(清洁度、氧化层)、环境振动和温度波动。
2.问:在焊接薄板(如0.1mm)时,如何保证不焊穿且精度高?
答:焊接超薄材料是关键挑战。建议:
使用高峰值功率、低平均功率的脉冲模式,通过控制单个脉冲的能量来精确控制热输入。
显著提高焊接速度,减少热量积累。
采用负离焦,将激光焦点落在工件内部,以获得更宽、更平缓的能量分布。
必须使用高精度的夹具,确保工件贴合紧密,避免间隙。
3.问:报告中提到的“重复定位精度”和“位置精度”有何区别?
答:这是两个不同的概念:
位置精度(定位精度):指设备指令要求到达某一点,实际到达位置与理论位置之间的偏差。它反映了系统的绝对准确性。本报告中为±0.008mm。
重复定位精度:指设备多次尝试到达同一理论位置时,各次实际位置之间的最大离散范围。它反映了系统的稳定性和一致性。本报告中为±0.005mm。一个系统可能重复定位精度很高(每次都落在几乎同一个点),但位置精度不佳(这个点离目标点很远)。
4.问:如果实测精度不达标,通常应该从哪里开始排查?
答:建议按以下顺序排查:
第一步:检查机械结构。检查丝杠、导轨是否有松动或磨损,传动皮带是否张紧。
第二步:校准光路。检查激光输出头是否松动,聚焦镜片是否污染或损坏,重新校准激光与焊枪的同心度。
第三步:复核程序与工件。检查数控代码是否正确,工装夹具是否定位准确、无晃动。
第四步:优化工艺参数。当前的功率、速度等参数可能不适合当前材料,需要进行工艺试验。
5.问:与传统的氩弧焊(TIG)相比,光纤激光焊在精度上的核心优势是什么?
答:核心优势主要体现在:
热输入小,变形小:激光焊能量密度极高,焊接速度快,热影响区极小,能最大程度减少工件热变形,从而更好地保持工件原有的尺寸精度。
非接触加工:激光焊接无需电极,避免了电极磨损和与工件接触造成的力干扰,精度更易保证。
极高的可控性:激光的功率、波形、开关均可由计算机精确控制,易于实现自动化,确保每一条焊缝的一致性,这是传统手工焊接无法比拟的。
上一篇:光纤激光焊接机操作培训与考核方案
下一篇:光纤激光焊接机多工位应用成功案例
推荐新闻
-
小型激光切割机行业应用案例
小型激光切割机作为一种高效、精密的加工工具,近年来在多个行业中得到了广泛应用。它利用高能量...
2025-10-06 -
CCD视觉定位加持!博特精密光纤激光打标机助力电子制造业效率翻倍
CCD视觉定位!博特精密光纤激光打标机助力电子制造业在电子制造业迈向高精度、自动化、柔性化生...
2026-01-10 -
紫外激光打标机 355nm 冷加工 多材质高精度雕刻设备
355nm紫外激光打标机:冷加工赋能多材质高精度雕刻在精密制造领域,激光打标技术的精准度与材质...
2026-01-12 -
视觉打标机品牌性价比排行榜
视觉打标机是一种集成了视觉识别系统的工业自动化设备,主要用于产品标记、追溯和品质控制,广泛...
2024-09-27 -
精密激光切割机横梁那种材质好
精密激光切割机横梁用什么材质好?用对材料,机器更稳定目录一、切割精度背后的“隐形主角”二、...
2025-05-27 -
皮秒激光切割机用的是什么光源
皮秒激光切割机的光源是其核心组件,直接决定了设备的加工能力和应用范围。根据搜索结果中的技术...
2025-04-25 -
指纹芯片硅晶圆热损伤:热影响区HAZ降低芯片电性能
在智能设备日益普及的今天,指纹识别芯片作为核心的生物识别组件,广泛应用于手机、门禁、金融支...
2025-09-16 -
电子连接器行业CCD视觉打标精度提升方案
一根Pin针弯曲0.015mm,肉眼难辨,传统2D视觉系统也难以察觉,却导致整批连接器焊接不良,最终赔...
2025-09-23
