


FPC板切割机红光和标刻对应不起来
 FPC板切割机红光与标刻不对应问题分析及解决方案
FPC板切割机红光与标刻不对应问题分析及解决方案
问题描述
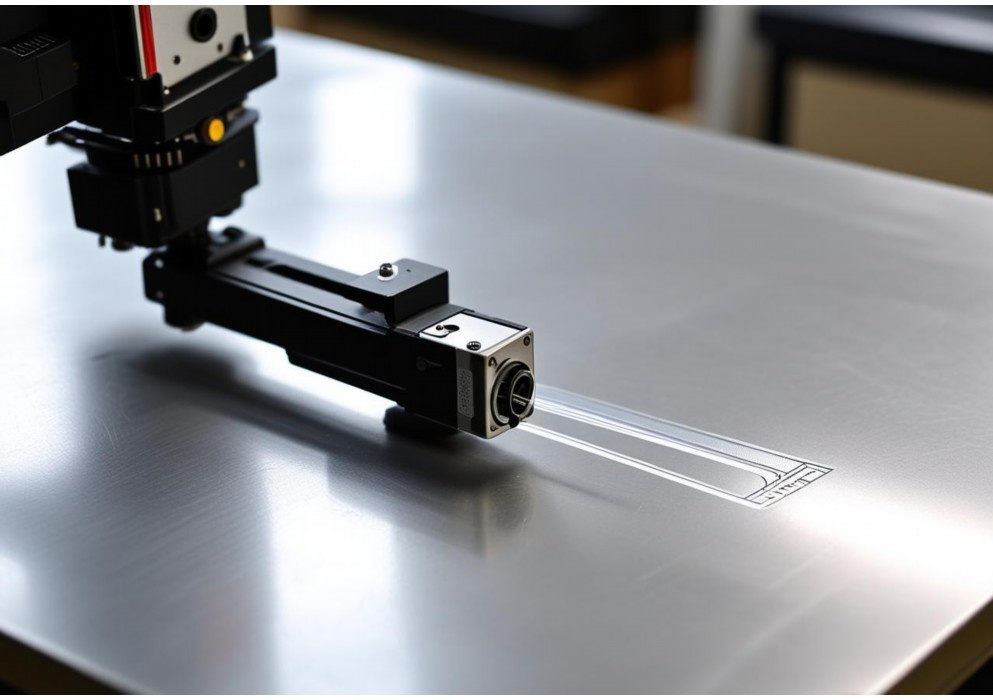
在FPC板(柔性印刷电路板)切割机的使用过程中,出现红光定位系统与标刻系统对应不匹配的现象。具体表现为:红光定位指示的位置与实际标刻或切割位置存在偏差,导致加工精度下降,影响产品质量。
可能原因分析
1.光学系统校准问题:
-激光光源与红光指示光源的光路未对齐
-反射镜或透镜位置偏移
-光学元件松动或老化
2.机械结构因素:
-X/Y轴传动系统存在回程间隙
-导轨磨损导致运动精度下降
-机械振动引起的微小位移
3.软件参数设置不当:
-红光指示与激光加工的坐标补偿参数错误
-不同模块间的坐标系未统一
-软件版本不兼容或存在bug
4.环境因素影响:
-温度变化导致材料膨胀/收缩
-设备基础不稳或水平度不足
-外部振动干扰
解决方案
1.系统校准与调试
光学系统校准:
-使用专业校准工具重新调整红光指示与激光加工的光路
-检查并清洁所有光学元件表面
-确保反射镜角度精确,必要时更换老化元件
机械结构检查:
-检查并调整X/Y轴传动系统的回程间隙
-润滑导轨,更换磨损严重的部件
-检查各连接部位的紧固情况
2.软件参数调整
-重新设置红光指示与激光加工的坐标补偿参数
-统一各模块的坐标系基准
-必要时升级或回滚软件版本
-进行多点校准测试,建立更精确的补偿表
3.操作规范优化
-设备预热:使用前进行充分预热,使各部件达到稳定状态
-环境控制:保持恒温恒湿的工作环境
-定期维护:制定严格的预防性维护计划
4.验证测试方法
1.使用标准测试板进行定位精度测试
2.采用十字标靶法验证红光与激光的对应关系
3.进行多位置、多角度的重复性测试
4.记录偏差数据,分析偏差规律
预防措施
1.建立日常点检制度,定期检查光学系统和机械结构
2.为操作人员提供专业培训,确保正确使用和维护设备
3.保持设备使用环境的稳定性
4.建立设备精度档案,跟踪长期性能变化
结论
FPC板切割机红光与标刻不对应问题通常是多因素综合作用的结果,需要系统性地检查光学、机械和软件各方面。通过精确校准、参数优化和规范操作,可以有效解决这一问题,恢复设备加工精度。建议采用标准化测试方法验证解决效果,并建立长期维护机制以防止问题复发。
点击右侧按钮,了解更多激光打标机报价方案。
相关推荐
fpc激光切割机
fpc激光切割机
切割的理性:FPC激光切割机与现代工业的隐秘对话
在深圳一家柔性电路板制造车间里,一台FPC激光切割机正以0.01毫米的精度切割着比头发丝还薄的基材。这个编号250603609的设备运转时没有金属摩擦的刺耳声响,只有近乎宗教仪式般的静谧。这种现代工业奇观背后,隐藏着制造业从”经验炼金术”向”数字玄学”的深刻转型,其本质是工业理性对传统生产逻辑的彻底重构。
一、物理极限的数字化突围
♂️
传统机械刀具在切割25μm厚度的聚酰亚胺薄膜时,就像用斧头雕刻DNA双螺旋般荒诞。FPC激光切割机的CO₂激光发生器却能输出10.6μm波长的”光之手术刀”,这个恰好被高分子材料强烈吸收的波长,实现了能量与物质的完美对话。某军工企业测试数据显示,皮秒激光系统可使热影响区控制在3μm以内,相当于人类细胞核的直径尺度。这种对物理法则的精确驾驭,使”切割”这个古老工艺升华为量子层面的材料重组仪式。
二、算法暴政下的精准统治
♂️
在苏州某上市公司生产线上,搭载机器视觉的激光切割机正在执行令人费解的操作:每次切割前要用200万像素摄像头拍摄36张定位图像,通过深度学习算法计算126个形变参数。这个看似冗余的流程,却将废品率从行业平均的1.8%降至0.03%。就像中世纪修道院抄写员被印刷术取代,老师傅的”手感经验”在算法面前显得如此苍白。现代制造业的残酷在于,它用数学确定性彻底消解了人类技艺的模糊美感。
三、柔性生产的悖论性解放
♂️
东莞某电子厂最近处理了最后三台机械冲床,这些曾需要8小时模具更换时间的铁疙瘩,被10台可随时切换加工方案的激光设备取代。但所谓”柔性化”的真相是:工人现在需要监控17个传感器参数,任何异常都会触发系统自锁。生产自由度提升的代价,是人类必须适应更复杂的机器逻辑。就像那台250603609号设备,它允许工程师在0.1秒内切换加工程序,却要求操作者具备解读光谱分析报告的能力。
当激光束在FPC材料表面划过时,它切割的不仅是高分子链,更是旧工业时代的认知枷锁。这台800公斤的精密仪器本质上是个哲学装置,它用光子重新定义了”切割”的概念——不再是被动分离材料,而是主动重构物质存在状态。在佛山某智慧工厂,管理人员向我们展示了一组矛盾数据:设备综合效率提升至92%,但工程师的脑力负荷增加了300%。这提醒着我们,工业进步从来不是田园牧歌,而是人类与机器不断重新谈判的残酷协议。
点击右侧按钮,了解更多激光打标机报价方案。
激光切割机红光闪烁
激光切割机红光闪烁

光的暴政
那红光又闪起来了。
我坐在车间的铁凳上,看着那台激光切割机。它通体银白,唯有工作时,会从缝隙里迸出刺目的红光,像一头困兽的眼睛。这光极亮,照得人眼睛发痛,偏又极快,一闪即逝,不容你细看。工友们说,这是机器在”眨眼”。
老王头却不以为然。他在这厂里干了十五年,看惯了这些钢铁家伙。”什么眨眼,”他吐出一口黄痰,”那是机器在吃人。”
我初时只当他说笑。机器如何吃人?不过是切些钢板铝板,按着电脑画好的线路,把材料分割成各种形状罢了。老王头见我神色,便拉我到角落,指着那红光道:”你细看,那光里可有什么?”
我凑近去,恰逢机器又一次闪烁。这一次,我看得分明——红光里确有什么东西在动,像是人影,又像是烟雾,扭曲着,挣扎着,转瞬就被吞没了。
“那是魂。”老王头说。
厂里的年轻人听了都笑。他们戴着蓝帽子,穿着统一制服,像一群被驯化的动物。他们不信魂灵之说,只信机器显示屏上的数字。产量、效率、良品率,这些才是他们的神明。
我也不全信老王头的话,但那红光确实古怪。它不像普通的光,倒像是活的,有意识似的。每当它闪起,我总觉得它在窥视我们,打量哪一个更适合被吞噬。
上个月,小张不见了。他是新来的,才十九岁,干活特别卖力,总抢着操作那台激光切割机。有一天加班,他说要赶一批急件,独自留在车间。第二天,人们只发现机器旁散落的工帽,人却无影无踪。
监控显示,小张最后的身影是走向那台机器,然后画面就花了,满屏都是诡异的红光。
老板说是他自己离职工了,可工资都没结,不像。警察来查了查,也不了了之。只有老王头在机器旁烧了纸钱,嘴里念念有词。
“那孩子被吃啦。”他对我说,”机器饿了,就要吃人。”
我笑不出来。因为自从小张失踪后,那红光闪烁得更频繁了,而且越来越亮,像是在期待什么。
今天,班长派我去操作那台机器。我推说不会,他却说简单,按几个键就行。”现在都是电脑控制,人就是个摆设。”他拍拍我的肩,”去吧,这批货急着要。”
我站在操作台前,手指悬在启动键上方。显示屏蓝莹莹的光映在我脸上,冷冰冰的。透过防护罩,我看见机器内部幽深的通道,那里本该射出激光,此刻却黑洞洞的,像一张嘴。
我按下启动键。
机器轰鸣起来,红光开始闪烁。一次、两次、三次……越来越快,越来越亮。我感到一阵眩晕,眼前的红光扩散开来,淹没了整个视野。在那刺目的红色中,我看见了小张的脸,还有其他人——有的穿着旧式工装,有的戴着安全帽——他们都在红光里扭曲、惨叫,然后被扯成丝丝缕缕,吸入机器深处。
我想逃,却发现手脚不听使唤。红光缠绕着我的四肢,像无数细小的触手,把我往机器里拖。防护罩不知何时打开了,机器的”嘴”就在眼前,我能闻到里面散发出的焦糊味,像是烧焦的肉。
“快关电闸!”老王头的声音从远处传来。
随即是一阵刺耳的摩擦声,红光倏地熄灭。我瘫倒在地,浑身冷汗。老王头扶起我,他的手臂枯瘦却有力。
“看见了吧?”他低声问。
我点头,说不出话来。
“这机器装了十五年,吃了不下十个人。”他指着机器底座,”下面都是骨头。”
我望向那看似普通的金属底座,忽然明白了为什么它比其他机器高出那么一截。
班长跑过来,骂骂咧咧地检查机器。”又故障了,这批货怎么交啊!”他瞪着我们,”你们谁弄坏的?”
老王头拉着我走开。”别理他,他早晚也得被吃。”
下班铃响了。工人们如蒙大赦,纷纷脱下手套离去。我回头看了眼那台机器,它静静地立在那里,银白的外壳在日光灯下泛着冷光,仿佛人畜无害。
但我知道,它在等待下一次闪烁的机会。
毕竟,光总是要亮的。
点击右侧按钮,了解更多激光打标机报价方案。
激光切割机红点怎么调
激光切割机红点怎么调
激光切割机红点调节指南
一、红点指示系统概述
激光切割机的红点指示系统(通常称为红光指示或定位光)是设备的重要组成部分,主要用于:
1.在正式切割前精确定位材料上的切割路径
2.帮助操作人员预览切割效果
3.避免因定位不准造成的材料浪费
红点通常由低功率红色激光二极管产生,与主激光光路同轴,确保指示位置与实际切割位置一致。
二、调节前的准备工作
1.安全准备:
-关闭主激光电源
-佩戴专用防护眼镜
-确保工作区域无易燃物品
2.工具准备:
-十字螺丝刀
-内六角扳手套装
-干净的无尘布
-校准靶纸(或白纸加十字标记)
3.环境要求:
-光线适中的工作环境(避免强光直射)
-稳定的工作平台
-温度15-30℃,湿度40-70%RH
三、红点调节步骤详解
第一步:机械同轴度初步检查
1.在切割平台中央放置校准靶纸
2.手动移动激光头到平台中心位置
3.开启红光指示系统
4.观察红点与靶心偏差方向及距离
第二步:X-Y方向调节
1.找到红光模组的调节螺丝(通常为2-4颗)
2.轻微松开固定螺丝(约1/4圈)
3.使用内六角扳手调节偏置螺丝:
-顺时针旋转使红点向一个方向移动
-逆时针旋转则反向移动
4.先调节X轴方向,再调节Y轴方向
5.调节至红点与靶心重合后,轻轻紧固固定螺丝
第三步:焦距校准
1.将切割头移动到不同高度位置(如5mm、10mm、15mm)
2.观察红点大小变化:
-理想状态:红点大小随高度变化均匀
-异常情况:红点变形或出现重影
3.如发现异常,需调节红光模组的聚焦镜位置
第四步:多位置验证
1.将激光头移动到平台四个角落及中心共5个点
2.在每个位置检查红点与实际切割位置的偏差
3.如偏差超过0.5mm,需重新调节
四、常见问题及解决方案
1.红点不亮:
-检查电源连接
-测试红光二极管是否损坏
-检查控制信号线路
2.红点偏移随位置变化:
-检查导轨平行度
-验证横梁是否水平
-可能需要专业技术人员调整机械结构
3.红点发散严重:
-清洁红光出口镜片
-检查聚焦镜是否松动
-考虑更换红光模组
4.红点与切割路径不一致:
-重新校准软件中的偏移参数
-检查光路反射镜是否松动
五、高级调节技巧
1.使用专业校准工具:
-激光功率计检测红光强度
-光学准直仪确保光路直线性
2.软件补偿调节:
-通过控制软件设置红点偏移补偿值
-建立多点校准矩阵
3.环境温度补偿:
-在温差较大环境中使用时
-设置温度补偿系数
六、日常维护建议
1.每周清洁红光出口镜片
2.每月检查固定螺丝紧固情况
3.每季度全面校准一次
4.避免震动和撞击红光模组
5.记录每次调节参数,建立设备档案
七、安全注意事项
1.即使低功率红光也应避免直射眼睛
2.调节时确保主激光完全关闭
3.禁止使用金属工具直接接触光学元件
4.复杂问题应联系专业维修人员
5.调节后需进行试切验证
通过以上步骤,大多数激光切割机的红点指示系统都能得到准确校准。精确的红点定位可以显著提高切割精度和工作效率,减少材料浪费,是激光切割机日常维护的重要环节。
点击右侧按钮,了解更多激光打标机报价方案。
免责声明
本文内容通过AI工具智能整合而成,仅供参考,博特激光不对内容的真实、准确或完整作任何形式的承诺。如有任何问题或意见,您可以通过联系1224598712@qq.com进行反馈,博特激光科技收到您的反馈后将及时答复和处理。





