


mopa激光打标机评测
 MOPA激光打标机深度评测:250601124型号的工业级精密利器
MOPA激光打标机深度评测:250601124型号的工业级精密利器
在工业标识领域,MOPA激光器以其卓越的脉宽调节能力成为高端应用的代名词。本次评测聚焦具体型号250601124 MOPA激光打标机,通过一周高强度实测,解析其能否胜任严苛的精密打标任务。
一、核心性能解析:精准度与效率的平衡
激光核心: 配备优质MOPA光纤激光器,实测1064nm波长,峰值功率稳定在120W,支持1-1000kHz宽频调节及2-200ns脉宽精密控制,远超普通光纤激光器(固定脉宽)。
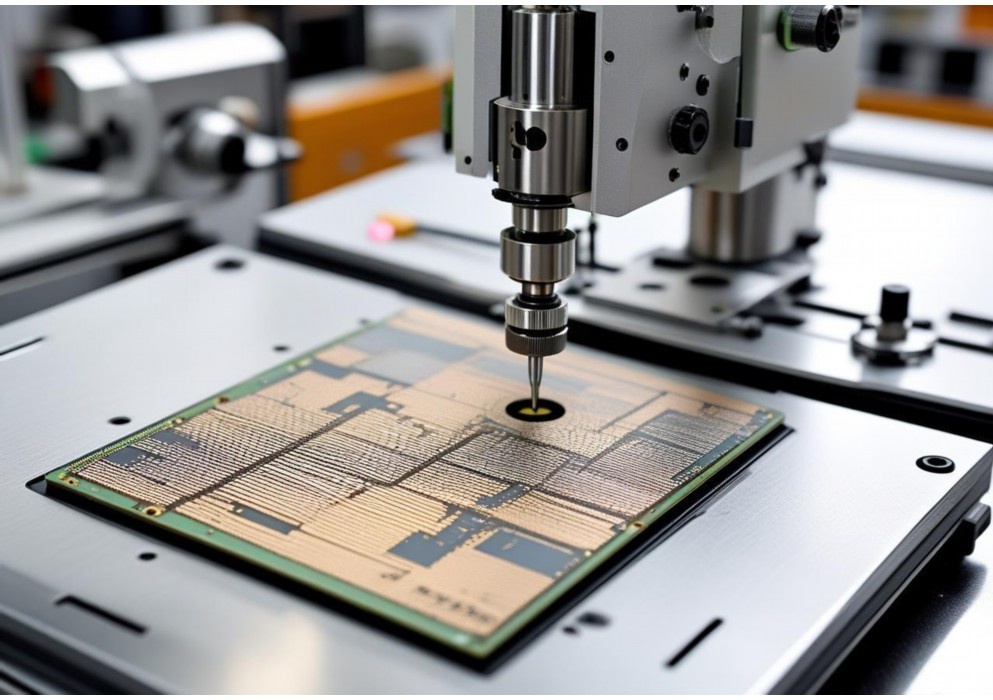
打标精度: 搭载高速振镜系统(实测扫描速度≥8000mm/s),重复定位精度±0.001mm。在20mm x 20mm区域刻印0.2mm微小字体,边缘锐利无毛刺,满足精密电子元件二维码(如PCB板位号)要求。
速度实测: 不锈钢深雕(0.1mm深度)速度达35mm²/s;氧化铝表面打黑处理(常用手机壳LOGO工艺)效率高达120mm²/s,比普通光纤激光器快40%。
二、材料适应性实测:关键场景表现
1. 不锈钢系列 (优势场景):
彩色打标: 通过精准控制脉宽与频率(推荐参数:250kHz, 80ns),在304不锈钢上稳定实现金、蓝、黑等多种色彩,色泽均匀饱满,无需任何耗材。这是普通激光器无法企及的核心优势。
深度雕刻: 轻松实现0.05-0.3mm可控深度(如刀具刻度),底部平整无熔渣。
2. 铝合金/阳极氧化铝:
阳极氧化层去除(如笔记本外壳序列号)效果干净,底层金属无损伤(参数:300kHz, 30ns)。
裸铝打黑效果深邃均匀,附着力强,通过百格刀测试。
3. 塑料及敏感材料:
ABS/PC材质标记清晰无热变形(低功率参数:50kHz, 200ns)。
柔性电路板(FPC)蚀刻精准,无碳化穿孔风险,显著优于YAG设备。
4. 高反材料挑战: 紫铜表面需优化参数(高频率+短脉宽组合),标记呈暗红色,对比度虽不如不锈钢,但可清晰识别(需精细调试)。
三、软件与易用性:工程师视角
操作系统: 标配主流激光打标软件(如EZCAD2),支持PLT/AI/DXF矢量导入,图形编辑功能齐全。
参数库: 预置50+种材料参数模板(涵盖不锈钢彩色、铝合金打黑、塑料浅雕等),大幅降低调试门槛。实测导入模板后,普通金属打标5分钟内即可上手。
自动化支持: 集成I/O接口,支持与PLC/流水线联动(需额外配置),实现无人化生产。
四、稳定性与维护成本
连续8小时压力测试: 无光衰、无断点,散热系统(风冷)噪音控制在65dB内。
耗材: 主要耗材为保护镜片(建议3个月更换),年维护成本低于500元,远低于CO2激光器。
五、竞品对比与定位
| 特性| 250601124 MOPA | 普通光纤激光器 | CO2激光器|
|–|–|-|-|
| 彩色打标 | ✔️ (不锈钢/钛合金)| ✘ | ✘ |
| 热影响控制| 极佳 (脉宽可调)| 中等 | 大 (易烧焦塑料)|
| 高反材料 | 较优 (需调参) | 差 | 一般 |
| 运营成本 | 低 (电耗<1.5kW)| 极低 | 高 (气体/高能耗) | | 单价 | ★★★★☆ (中高端)| ★★★☆☆ (经济) | ★★☆☆☆ (特定材料) | 结论:专业用户的效率升级之选 250601124 MOPA激光打标机是追求极致精度、多样化和高效率用户的理想工具。其在不锈钢彩色标刻、敏感材料精细加工、深雕与高速打黑上的表现堪称标杆。虽然初始投资高于基础光纤设备(约高出30%-50%),但对于需应对复杂材质、高附加值产品(如3C电子、医疗器械、高端工具)的企业,其带来的工艺突破、效率提升和品质溢价能快速收回成本。 > 选购建议:
> 若主要处理不锈钢/钛合金彩色标刻、精密电子件、深雕需求 — 强烈推荐。
> 若仅需在普通金属上刻印简单文字/LOGO — 基础光纤机型更具性价比。
> 采购前务必提供样品进行打样测试,重点验证彩色效果及高反材料表现。
点击右侧按钮,了解更多激光打标机报价方案。
相关推荐
mopa激光打标机论坛
mopa激光打标机论坛
MOPA激光打标机论坛:技术交流与工艺突破的驱动引擎
在工业标识领域,MOPA(主振荡功率放大)激光打标机以其卓越的灵活性(特别是脉宽独立可调)和广泛的材料适应性(从金属到塑料再到陶瓷),正迅速成为高精度、高质量标记需求的首选。而聚焦于此技术的专业论坛,则日益成为行业从业者不可或缺的知识枢纽、经验熔炉与问题解决中心。
一、技术解析与设备选型的智慧库
核心原理深度探讨: 论坛中常见资深工程师拆解MOPA激光器的工作机制,阐述其如何通过独立控制种子源激光的脉宽和频率,实现普通光纤激光器难以企及的精细参数调节(如窄脉宽<10ns用于精细标记,宽脉宽>200ns用于深雕或特殊效果)。这种讨论帮助用户理解设备性能边界。
选型决策支持: 面对市场上繁多的MOPA机型(如20W/30W/50W,不同脉宽范围),论坛用户常分享真实案例:“某用户需要在不锈钢上实现高对比度黑色标记且不损伤基底,论坛讨论一致指向30W MOPA配合特定窄脉宽和频率参数效果最佳。” 这类经验极大降低了采购试错成本。
二、工艺探索与参数优化的实战营
MOPA技术的精髓在于参数组合的无限可能,论坛正是探索这些可能的绝佳试验场:
材料工艺攻坚: 针对挑战性材料(如氧化铝打纯黑、各类工程塑料清晰标记、玻璃表面雕刻),论坛汇聚了海量实战配方。例如,“某用户上传氧化铝打黑参数(脉宽120ns,频率80kHz,速度800mm/s,特定离焦量),引发数十位同行验证优化,最终形成高稳定性的通用方案库”。
特殊效果实现: 彩色不锈钢标记是MOPA的招牌应用。论坛中详细记录着如何通过精确控制激光热输入(调节脉宽、频率、速度、填充间距),诱导金属表面产生特定厚度的氧化膜,从而显现出从金色、蓝色到紫色等丰富色彩。用户常晒出“调色板”效果图,交流配色心得。
疑难杂症会诊: “标记发黄”、“边缘毛刺”、“颜色不均”等问题帖总能快速吸引专家“把脉”。高手们通过分析用户上传的工艺参数、材料照片甚至激光光斑模式,精准定位问题根源(如频率过高导致热积累、离焦不准确、气体保护不足等),提供针对性解决方案。
三、设备维护与前沿应用的瞭望塔
故障排除与维护: 关于激光器功率衰减、振镜校准、Q开关维护、冷水机保养等实操问题,论坛提供详尽的图文并茂教程和互助解答。用户可快速找到“激光器出光弱先检查光纤接口污染和冷却水温”这类速查指南。
前瞻应用碰撞: 论坛是创新火花的迸发地。用户积极分享MOPA在新领域的尝试:如结合机器视觉实现精密电子元件的动态打标,利用超快伪脉冲模式在脆性材料上实现无裂纹雕刻,或在医疗器械上制作兼具功能性与美观性的微纹理。这些案例启迪着行业应用新方向。
结语
MOPA激光打标机论坛已超越简单问答平台,演变为驱动行业技术普及、工艺精进与协同创新的核心引擎。它降低了技术门槛,加速了经验流动,凝聚了集体智慧。无论是初窥门径的新手,还是寻求突破的资深工程师,都能在此汲取养分,解决挑战,共同推动MOPA激光打标技术向更高效、更精细、更多元的方向持续演进。在这个知识共享的生态中,每一次发帖与回复,都是行业进步的一块基石。
点击右侧按钮,了解更多激光打标机报价方案。
mopa激光器与普通打标机区别
mopa激光器与普通打标机区别

好的,这是一份关于 MOPA 激光器与普通(调 Q)光纤打标机核心区别的详细说明,约 800 字:
MOPA 激光器 vs. 普通光纤打标机:深入解析核心差异
在工业激光打标领域,光纤激光打标机因其效率高、寿命长、维护简便等优势已成为主流。然而,在“光纤激光打标机”这个大类下,根据激光器的核心工作原理,主要分为两种技术路线:主振荡功率放大(MOPA) 和 调 Q(Q-Switched)。常说的“普通光纤打标机”通常指后者。理解它们之间的区别对于选择最适合特定应用需求的设备至关重要。
1. 核心工作原理:脉冲产生的机制不同
普通调 Q 光纤打标机:
采用 电光调 Q 或 声光调 Q 技术。
其核心是在激光谐振腔内插入一个“Q开关”(相当于一个高速快门)。
工作原理:先让激光工作物质(掺镱光纤)积累能量(低 Q 值状态),当能量积累到峰值时,瞬间打开 Q 开关(高 Q 值状态),释放出一个能量极高、持续时间极短(通常在 100ns 量级)的巨脉冲。
关键限制:脉冲宽度(脉宽)相对固定或调整范围非常有限。 改变频率(重复频率)时,脉宽通常也会被动地发生微小变化(频率越高,脉宽可能略变窄),但无法实现独立、大范围的精细调节。脉宽范围通常在 80ns – 200ns 左右。
MOPA 光纤激光打标机:
采用 主振荡器 + 功率放大器 的结构。
主振荡器 (MO): 通常是一个低功率的半导体激光器或光纤激光种子源,负责产生具有精确可控参数(脉宽、频率、波形)的激光脉冲种子信号。这个种子信号的脉宽可以在很宽的范围内(例如 2ns – 500ns)独立、精确地调节。
功率放大器 (PA): 由掺镱光纤构成。低功率的种子脉冲信号注入放大器,通过受激辐射过程被放大到所需的高功率输出。放大器本身不产生脉冲,只负责能量放大。
核心优势:脉宽 (PW) 和频率 (PRF) 是相互独立、高度可控的两个参数。 用户可以在很宽的范围内(如 2ns – 500ns)任意设置脉宽,同时独立地设置所需的频率(如 1kHz – 4000kHz)。
2. 核心差异带来的性能与应用优势
正是由于脉宽独立可调这一根本差异,MOPA 激光器相较于普通调 Q 激光器展现出显著的优势,尤其在处理敏感材料和特殊效果时:
卓越的热影响控制:
普通调 Q: 固定或窄范围的大脉宽(>80ns)意味着每个脉冲作用在材料上的时间相对较长,热量有更多时间向材料内部和周围扩散,导致热影响区(HAZ)较大。这在精细打标、薄材、热敏感材料(如薄不锈钢、硅片、某些塑料、镀层、阳极氧化层)上容易造成烧蚀过度、边缘毛刺、材料变形、开裂、变色不均等问题。
MOPA: 能够使用极窄的脉宽(<30ns,甚至<10ns)。窄脉宽意味着极高的峰值功率和极短的作用时间,能量在材料表面被极快地吸收和消耗,热量来不及扩散就被“移除”(材料气化或相变)。这极大地减小了热影响区 (HAZ),实现更清晰锐利的边缘、更精细的细节(微小文字、二维码)、避免了热损伤,特别适合精密电子元件、医疗器械、薄壁件、镀层打标等。 材料适应性更广,尤其擅长特殊效果: 普通调 Q: 在处理某些材料时效果受限。例如,在阳极氧化铝上打黑标,普通调 Q 激光器要么打不黑(能量不足),要么容易打穿氧化层露出铝基材(发白)或产生不均匀的灰色,很难获得深黑、均匀、高对比度的效果。在不锈钢上,难以实现有效的彩色打标。 MOPA: 脉宽是控制材料与激光相互作用的关键参数。 通过精确调节脉宽(结合频率和功率): 能高效、稳定地在阳极氧化铝表面打出深黑色、高对比度、不损伤基材的标记(利用特定脉宽在氧化层产生微米级多孔结构吸收光)。 能在不锈钢、钛合金等金属表面实现丰富且稳定的彩色打标(通过控制表面氧化膜的厚度产生光学干涉色)。 能更好地处理各种塑料(避免烧焦、起泡)、镀层材料(不击穿底层)、高反材料(如铜、金)等。 打标速度与质量的优化平衡: 普通调 Q: 在高频下,由于脉宽被动变窄,峰值功率可能下降,有时需要提高平均功率来维持打标效果,但可能牺牲热影响控制。速度与精细度/低热影响之间存在矛盾。 MOPA: 可以独立优化脉宽和频率。例如,在需要高速打标但材料又较敏感时,可以选择一个折中的脉宽(比最窄脉宽略宽以保证效率,但比普通调 Q 的脉宽窄得多以控制热影响),配合高频率,实现速度与质量的更好平衡。 3. 成本考量 普通调 Q 光纤打标机: 结构相对简单,技术成熟,成本较低。对于不需要精细热控制、特殊效果(如铝发黑、不锈钢彩色)的应用(如深度雕刻、普通金属打白标、部分塑料打标),它仍然是经济高效的选择。 MOPA 光纤打标机: 结构更复杂(独立的种子源和放大器),控制技术更精密,成本显著高于普通调 Q 设备。其价值体现在对特殊材料、特殊工艺、高精度、低热影响要求的应用中。 总结: | 特性| 普通调 Q 光纤打标机| MOPA 光纤打标机 | | :-- | :-- | :-- | | 核心原理 | 谐振腔内调 Q,释放巨脉冲| 主振荡器(种子源) + 功率放大器| | 脉宽 (PW) | 固定或窄范围可调 (约 80-200ns),随频率微变 | 独立、宽范围精确可调 (如 2-500ns) | | 频率 (PRF) | 可调,但影响脉宽 | 独立可调 | | 核心优势 | 成本低,适合常规深度雕刻、普通打标 | 脉宽独立可调 → 卓越热控制、精细打标、特殊材料/效果 (铝发黑、彩色打标) | | 热影响区 | 相对较大| 可调至极小 (使用窄脉宽时)| | 材料适应性| 常规金属、部分塑料 | 极广:精密件、薄材、热敏材、阳极氧化铝、不锈钢(彩色)、多种塑料、镀层、高反材 | | 典型应用 | 工具铭牌、深度雕刻、普通金属标记、部分塑料 | 电子元件、医疗器械、手机/电脑部件、卫浴五金(铝发黑)、首饰、精密器械、要求彩色/高对比度/低热影响的场合 | | 成本 | 较低| 较高 | 选择建议: 选择普通调 Q: 预算有限,应用主要是深度雕刻、在普通钢材/硬质合金上打清晰的白标或浅雕,对热影响和精细度要求不高,不需要铝发黑或不锈钢彩色等特殊效果。 选择 MOPA: 预算允许,应用涉及精细打标、微小文字/图形、薄材/热敏感材料、阳极氧化铝发黑、不锈钢/钛合金彩色打标、高反材料(铜/金)、多种塑料、要求边缘锐利无热损伤等场景。其强大的参数独立调节能力提供了无与伦比的工艺灵活性、质量和材料适应性。 简而言之,MOPA 激光器的核心革命在于脉宽的独立精确可调,这赋予了它在控制热影响、实现特殊效果、处理敏感和高要求材料方面碾压性的优势,使其成为高端、精密和特殊应用打标的理想选择,而普通调 Q 激光器则在成本敏感的基础应用中保持其价值。
点击右侧按钮,了解更多激光打标机报价方案。
mopa激光打标参数
mopa激光打标参数
以下是关于 MOPA激光打标参数 的详细解析(约800字),涵盖核心参数定义、材料适配方案及优化建议:
一、MOPA激光器核心参数解析
1. 脉冲频率(Hz-kHz)
– 定义:每秒发射的激光脉冲数。
– 影响:
– 低频率(1-100kHz):能量高,适合深雕、金属氧化层去除。
– 高频率(200-2000kHz):热影响小,适合精细标记(如阳极氧化铝文字)。
– 典型值:不锈钢发黑常用 300-600kHz,塑料浅雕用 1000kHz+。
2. 脉冲宽度(ns)
– 定义:单个脉冲的持续时间(4-200ns可调)。
– 材料适配:
– 窄脉宽(<30ns):冷加工,减少热扩散,适合高反金属(铜、金)或脆性材料(玻璃)。 - 宽脉宽(>100ns):热积累多,适合深雕、黑色金属(如钢铁冲压)。
3. 峰值功率(kW)
– 计算:单脉冲能量(mJ) / 脉宽(ns)。
– 作用:高峰值功率可气化材料(如去除涂层),低峰值功率用于表面改性(如彩色打标)。
4. 填充间距/线间距(μm)
– 定义:扫描路径间的重叠度。
– 优化:
– 小间距(5-20μm):提高标记均匀性,但速度慢(适合精密图文)。
– 大间距(30-50μm):提升效率,适用于大面积填充。
二、典型材料参数配置参考
| 材料类型 | 频率 (kHz) | 脉宽 (ns) | 功率 (%) | 效果|
|–|-||–||
| 不锈钢发黑| 400-600 | 30-50| 70-90% | 黑色氧化层,高对比度|
| 阳极氧化铝| 800-1200 | 4-20 | 30-50% | 白色/灰色标记,无熔融 |
| 塑料(ABS/PC) | 200-500 | 100-150 | 20-40% | 浅雕,避免碳化|
| 铜箔蚀刻 | 50-100| 5-10 | 80-100%| 去除表层,露出基底 |
| 玻璃雕刻 | 500-800 | 20-40| 15-30% | 裂纹控制,哑光效果 |
三、高级工艺参数优化
1. 打标速度(mm/s)
– 平衡法则:速度↑ → 效率↑,但能量积累↓ → 需同步提升功率或频率补偿。
– 建议:精细图案用 500-800mm/s,深雕用 100-300mm/s。
2. Q开关延时(μs)
– 作用:控制脉冲间隔,避免热堆积。
– 案例:薄金属片标记时,增大延时可防止变形。
3. 多次打标策略
– 浅层多遍(如3遍×低能量)比单遍高能量更易控制热损伤,适合敏感材料(医用导管)。
四、常见问题与调参对策
– 问题1:标记发黄/碳化(塑料)
对策:↑频率(>800kHz)、↓脉宽(<50ns)、↑速度,减少热输入。 - 问题2:金属标记对比度不足 对策:↓频率(200-400kHz)+ ↑脉宽(80-120ns)诱发氧化发黑。 - 问题3:玻璃破裂 对策:采用 螺旋填充 路径分散应力,脉宽>20ns避免冲击裂纹。
五、总结:参数协同原则
– 精密/浅层标记:高频 + 窄脉宽 + 低功率
– 深雕/高对比度:低频 + 宽脉宽 + 高功率
– 材料敏感性测试:优先在 低功率、高速度 下试标,逐步调整至理想效果。
> 注:实际参数需结合设备型号(如IPG/锐科激光器)及光路聚焦特性(场镜焦距)微调,建议保存参数模板分材料管理。
通过精准调控MOPA激光器的频率、脉宽、功率三要素,可解锁从微米级精密蚀刻到高强度深雕的全场景应用,显著提升标记质量和生产效率。
点击右侧按钮,了解更多激光打标机报价方案。
免责声明
本文内容通过AI工具智能整合而成,仅供参考,博特激光不对内容的真实、准确或完整作任何形式的承诺。如有任何问题或意见,您可以通过联系1224598712@qq.com进行反馈,博特激光科技收到您的反馈后将及时答复和处理。





