


玻璃激光切割机最大切割厚度
 玻璃激光切割机的最大切割厚度及其影响因素分析
玻璃激光切割机的最大切割厚度及其影响因素分析
一、玻璃激光切割技术概述
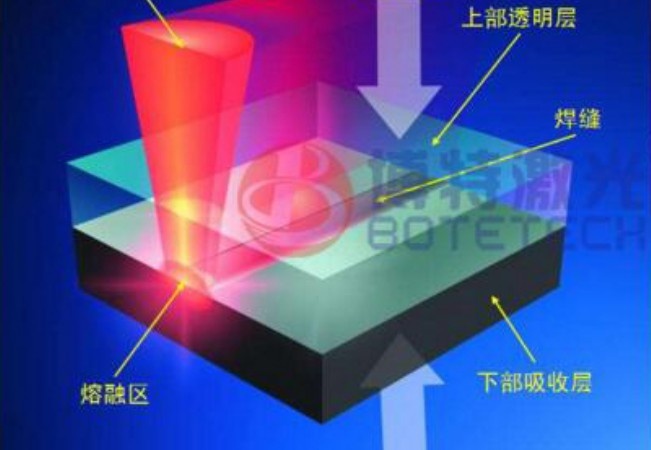
玻璃激光切割机作为现代精密加工设备,通过高能量激光束实现对玻璃材料的精确切割。与传统机械切割相比,激光切割具有切口平滑、热影响区小、精度高等显著优势。目前市场上主流玻璃激光切割机主要采用CO2激光器或紫外激光器,功率范围通常在30W-500W之间。
二、最大切割厚度的定义与标准
最大切割厚度是指激光切割机在保证切割质量和生产效率的前提下,能够稳定切割的材料最大厚度。对于玻璃材料而言,这一参数受多种因素影响:
1.行业标准:普通中功率CO2激光切割机(100-200W)对普通钠钙玻璃的最大切割厚度通常在8-12mm
2.实际应用标准:高精度加工通常控制在标称最大厚度的80%以内
3.质量评估标准:包括切口垂直度(应≤0.5°)、边缘粗糙度(通常要求Ra≤5μm)等指标
三、影响最大切割厚度的关键因素
1.激光功率与能量密度
激光功率与切割能力呈正相关关系:
-50W激光器:可切割1-3mm厚度
-100W激光器:可切割3-6mm厚度
-200W激光器:可切割6-12mm厚度
-500W及以上:可切割15-25mm厚度
2.玻璃材料特性
不同玻璃类型对激光的吸收率和热传导率差异显著:
-钠钙玻璃:切割厚度中等,约8-15mm
-硼硅酸盐玻璃:更难切割,最大厚度减少20-30%
-石英玻璃:可切割厚度较高,可达20mm以上
-钢化玻璃:需先退火处理,否则易碎裂
3.光学系统配置
-聚焦镜焦距:长焦距(如5英寸)可增加焦深,适合厚板切割
-光束质量:M²值越小,切割能力越强
-辅助气体:适当的气流(通常0.2-0.5MPa)可提高切割效率10-15%
4.工艺参数优化
-切割速度:厚玻璃需降低速度(通常0.1-1m/min)
-脉冲频率:对厚玻璃宜采用较低频率(1-5kHz)
-多次切割:对超厚玻璃可采用分层切割技术
四、提升切割厚度的技术方案
1.多光路协同技术:采用双激光头可提升切割厚度约30-50%
2.自适应焦点控制:动态调整焦点位置可优化能量分布
3.预热处理技术:预热至100-150°C可减少热应力裂纹
4.复合切割工艺:结合激光与水射流技术可切割25mm以上超厚玻璃
五、实际应用中的注意事项
1.安全操作:必须配备专业防护装置,激光防护等级至少达到Class1
2.维护保养:光学元件每200工作小时需清洁,导轨每周润滑
3.成本考量:切割厚度每增加1mm,能耗成本上升约5-8%
4.精度控制:厚度超过10mm时,需补偿0.05-0.1mm的切口宽度
六、未来发展趋势
1.超快激光技术的应用有望将切割厚度提升至50mm级别
2.智能控制系统通过AI算法可自动优化切割参数
3.新型复合玻璃材料对激光切割技术提出新挑战
4.绿色节能技术将降低厚玻璃切割的能耗成本
总结而言,当前商用玻璃激光切割机的最大切割厚度通常在15-25mm范围内,但通过技术创新和工艺优化,特殊应用场景下已可实现更厚玻璃的精密加工。用户在选择设备时,应综合考虑材料特性、质量要求和生产成本,选择最适合的技术方案。
点击右侧按钮,了解更多激光打标机报价方案。
相关推荐
玻璃激光切割机最大切割厚度是多少
玻璃激光切割机最大切割厚度是多少
玻璃激光切割机的最大切割厚度分析
一、玻璃激光切割技术概述
玻璃激光切割机是一种利用高能量密度激光束对玻璃材料进行精确切割的先进设备。与传统机械切割方式相比,激光切割具有切割精度高、边缘质量好、无工具磨损、可加工复杂形状等显著优势。这种技术特别适用于电子显示行业、建筑装饰、汽车玻璃和艺术品加工等领域。
二、最大切割厚度的影响因素
玻璃激光切割机的最大切割厚度并非固定值,而是受多种因素综合影响:
1.激光功率:一般而言,激光功率越大,可切割的玻璃厚度也越大。常见工业用玻璃激光切割机功率范围在50W-500W之间,高功率设备可达1000W以上。
2.激光波长:不同波长的激光对玻璃的穿透能力和吸收率不同。常用的CO2激光(10.6μm)和紫外激光(355nm)在玻璃切割中表现各异。
3.玻璃类型:普通钠钙玻璃、硼硅酸盐玻璃、石英玻璃等不同材质的物理特性差异显著影响切割厚度。
4.切割速度:切割速度与切割厚度通常成反比关系,对于较厚玻璃需要降低切割速度以保证切割质量。
5.辅助气体与冷却系统:适当的辅助气体和冷却系统可以提升切割效率和质量,间接影响最大切割厚度。
三、不同类型激光切割机的性能比较
1.CO2激光切割机:
-最大切割厚度:通常5-10mm,特殊配置下可达15mm
-优点:成本相对较低,技术成熟
-缺点:热影响区较大,边缘可能需二次处理
2.紫外激光切割机:
-最大切割厚度:一般1-3mm,高功率设备可达5mm
-优点:切割精度高,热影响区小
-缺点:设备成本高,维护复杂
3.飞秒/皮秒超快激光切割机:
-最大切割厚度:通常不超过2mm
-优点:几乎无热影响,切割质量极佳
-缺点:设备昂贵,切割速度慢
四、实际应用中的厚度限制
在实际工业生产中,玻璃激光切割机的最大切割厚度还受到以下应用限制:
1.经济性考量:随着厚度增加,切割速度大幅下降,生产成本急剧上升,存在经济厚度极限。
2.质量要求:厚度增加会导致切割边缘质量下降,可能出现微裂纹或崩边现象。
3.设备稳定性:长时间高负荷运行厚板切割会影响设备寿命和稳定性。
根据行业经验,大多数商用玻璃激光切割机的有效工作厚度范围为:
-普通平板玻璃:3-8mm
-钢化玻璃:2-6mm(切割后钢化)
-超薄电子玻璃:0.1-1.1mm
五、技术发展趋势与突破
近年来,玻璃激光切割技术在提升最大切割厚度方面取得了一些进展:
1.复合切割技术:结合激光预裂和机械分离的方法,可将有效切割厚度提升至19mm。
2.自适应光学系统:通过实时调整激光焦点位置,改善厚板切割的贯穿性和一致性。
3.多光束同步加工:使用多个激光头同时工作,提高厚板切割效率。
4.新型激光源开发:中红外波段激光器的应用有望提升对厚玻璃的加工能力。
六、结论与建议
综合来看,目前市场上主流玻璃激光切割机的最大切割厚度通常在10mm以内,特殊配置设备可达15mm左右。对于更厚的玻璃加工需求,建议考虑以下方案:
1.采用激光预裂+机械分离的复合工艺
2.选择专门设计的大功率厚板激光切割系统
3.对于超厚玻璃,传统机械切割可能仍是更经济的选择
在选择设备时,用户应根据自身产品厚度需求、质量要求和预算情况,与设备供应商充分沟通,进行样品测试,以确定最适合的切割方案。随着激光技术的持续进步,未来玻璃激光切割的厚度极限有望进一步突破。
点击右侧按钮,了解更多激光打标机报价方案。
玻璃激光切割机最大切割厚度怎么调
玻璃激光切割机最大切割厚度怎么调
玻璃激光切割机最大切割厚度的调整方法
一、理解玻璃激光切割机的工作原理
玻璃激光切割机利用高能量密度的激光束对玻璃材料进行精确切割。其最大切割厚度受多种因素影响,包括激光功率、光束质量、聚焦系统、切割速度以及玻璃本身的物理特性。
二、影响最大切割厚度的关键因素
1.激光功率:通常功率越高,可切割的厚度越大
2.光束质量:包括光束模式、发散角和聚焦特性
3.聚焦系统:聚焦镜的焦距和光斑大小直接影响切割能力
4.辅助气体:类型和压力影响切割质量和厚度
5.玻璃特性:不同成分的玻璃对激光的吸收率不同
三、调整最大切割厚度的具体方法
1.激光功率调整
-逐步增加激光功率输出,观察切割效果
-注意功率增加可能导致热影响区扩大
-根据材料厚度找到最佳功率阈值
2.光束聚焦系统优化
-选择合适焦距的聚焦镜(长焦距适合厚材料)
-调整焦点位置(通常置于材料内部1/3处)
-定期清洁光学元件保持光束质量
3.切割参数优化
-降低切割速度以提高能量沉积
-调整脉冲频率和占空比
-实施多道切割策略(对于极厚材料)
4.辅助气体设置
-增加气体压力以改善熔渣排出
-选择合适的气体类型(通常使用压缩空气或氮气)
-调整气体喷嘴与工件的距离
5.冷却系统检查
-确保激光器和光学系统充分冷却
-监控冷却液温度和流量
-定期维护冷却系统
四、安全注意事项
1.调整参数时应逐步小幅度变化
2.操作时佩戴专用激光防护眼镜
3.确保工作区域通风良好
4.避免激光直接照射或反射到人体
5.定期检查设备安全联锁装置
五、实际应用中的技巧
1.对于超厚玻璃,可采用”先划线后断裂”的工艺
2.预加热玻璃可减少热应力导致的裂纹
3.使用专用吸光涂层提高激光吸收率
4.保持工作台平整以确保切割一致性
5.定期校准设备以保证切割精度
六、维护与保养建议
1.每日检查光学元件清洁度
2.每周检查气体系统和冷却系统
3.每月进行光束质量检测
4.每季度全面校准设备
5.及时更换老化或损坏的部件
通过以上方法的综合调整和优化,可以显著提高玻璃激光切割机的最大切割厚度,同时保证切割质量和效率。实际操作中应根据具体设备和材料特性进行参数微调,并通过试验确定最佳切割方案。
点击右侧按钮,了解更多激光打标机报价方案。
激光切割玻璃的最大厚度
激光切割玻璃的最大厚度
激光切割玻璃的最大厚度及其影响因素分析
一、激光切割玻璃技术概述
激光切割作为一种高精度、非接触式的加工方法,在玻璃加工领域展现出独特优势。与传统机械切割相比,激光切割能显著减少微裂纹和边缘崩边现象,提高加工质量和效率。这项技术特别适用于需要复杂形状和高精度切割的玻璃制品,如电子设备屏幕、光学元件和装饰玻璃等。
二、激光切割玻璃的最大厚度范围
当前激光切割技术处理玻璃的最大厚度通常在10-25毫米之间,具体取决于多种因素:
1.普通钠钙玻璃:约10-15毫米
2.硼硅酸盐玻璃:约8-12毫米
3.石英玻璃:可达20-25毫米
4.超薄玻璃:可低至0.1毫米
值得注意的是,实验室环境下通过优化参数和特殊技术,已有成功切割30毫米以上厚玻璃的报道,但尚未实现工业化量产。
三、影响切割厚度的关键因素
1.激光参数
-波长:通常使用10.6μm的CO₂激光最适合玻璃切割
-功率:需要500W以上功率才能有效切割较厚玻璃
-脉冲频率:影响热积累和裂纹控制
2.材料特性
-玻璃的热膨胀系数
-导热率
-透光率和吸收率
-内部应力分布
3.工艺参数
-切割速度(通常0.1-5m/min)
-焦点位置和光斑大小
-辅助气体类型和压力
4.冷却系统
有效的冷却系统可减少热影响区,允许切割更厚材料。
四、技术挑战与解决方案
1.热应力控制问题
厚玻璃切割时易产生过大热应力,导致开裂。解决方案包括:
-采用多道次切割工艺
-优化激光参数减少热输入
-使用预热/后热处理
2.切割质量保持
随着厚度增加,保持切缝垂直度和表面质量更加困难。可采用:
-动态焦点调节技术
-光束整形技术
-精密运动控制系统
3.效率与成本的平衡
厚玻璃切割速度显著降低,需优化工艺参数以提高经济效益。
五、未来发展趋势
1.超快激光技术:皮秒/飞秒激光可减少热影响,有望突破厚度限制
2.光束整形技术:改善能量分布,提升厚玻璃切割能力
3.智能控制系统:通过实时监测和自适应调节优化切割过程
4.复合加工技术:结合激光与其他加工方法,突破单一技术局限
随着技术进步,预计未来5-10年内工业化激光切割玻璃的最大厚度可能提升至30-40毫米范围。
六、结论
当前工业实践中,激光切割玻璃的最大实用厚度约为25毫米,受限于材料特性和技术瓶颈。通过持续的技术创新和工艺优化,这一极限正在被逐步突破。用户在选择激光切割厚玻璃时,应综合考虑材料类型、质量要求和成本因素,与专业技术供应商密切合作,才能获得最佳加工方案。
点击右侧按钮,了解更多激光打标机报价方案。
免责声明
本文内容通过AI工具智能整合而成,仅供参考,博特激光不对内容的真实、准确或完整作任何形式的承诺。如有任何问题或意见,您可以通过联系1224598712@qq.com进行反馈,博特激光科技收到您的反馈后将及时答复和处理。





