









电池激光焊接工艺流程
来源:博特精密发布时间:2025-11-07 11:12:00
激光焊接作为现代精密制造的核心技术,因其能量密度高、热影响区小、加工精度高、易于自动化集成等显著优势,已成为动力电池、3C消费电子电池等生产过程中不可或缺的关键工艺。它直接关系到电池模组的连接可靠性、安全性和一致性。其完整的工艺流程环环相扣,严谨而精密。
一、焊前准备阶段
1.来料检验与清洁:
这是确保焊接质量的第一道关卡。待焊接的电池电芯(如圆柱、方形或软包电池)、连接片(通常为铝或铜材质)、盖板等部件必须经过严格检验,确保尺寸、平整度、清洁度符合要求。任何微小的油污、氧化物或粉尘都会在高温下气化,产生气孔、飞溅,导致虚焊或炸火,严重影响焊点强度和导电性。因此,通常需要采用酒精、丙酮等溶剂进行超声波清洗,并确保在洁净环境中进行后续操作。
2.精确定位与夹紧:
采用高精度的治具(夹具)将电池与连接片等待焊工件固定在预设位置。夹具的设计至关重要,它必须保证工件之间的装配间隙极小(通常要求小于0.1mm),并且紧密贴合。不良的配合会产生间隙,激光能量无法有效熔化工件,极易形成焊接不连续、咬边等缺陷。同时,夹具的压紧力需适中,既要防止工件移动,又不能压伤电芯。
3.工艺参数设定:
根据被焊材料的材质(如铝-铝、铝-铜、铜-铜)、厚度以及焊接需求(如密封焊、深熔焊),在焊接控制系统中预设一套最优化的工艺参数。这包括:
激光功率:决定输入能量的大小。
焊接速度:影响热输入和熔深。
脉冲频率/波形:对于脉冲激光,波形控制能量释放方式,影响焊缝成型。
离焦量:激光焦点相对于工件表面的位置,正离焦或负离焦会显著改变光斑大小和能量密度,从而控制熔深和焊缝宽度。
保护气体及流量:通常使用高纯氩气,从侧向吹向焊接区域,用以隔绝空气,防止金属在高温下氧化、产生飞溅,并保护激光镜头不被污染。
二、焊接执行阶段
1.焊缝寻址:
通过机器视觉系统(CCD相机)对工件的实际位置进行拍照定位,并与预设的理论坐标进行比对补偿。这消除了因治具或来料本身的微小偏差导致的焊接路径错误,确保每一道焊缝都精准落在预定轨迹上。
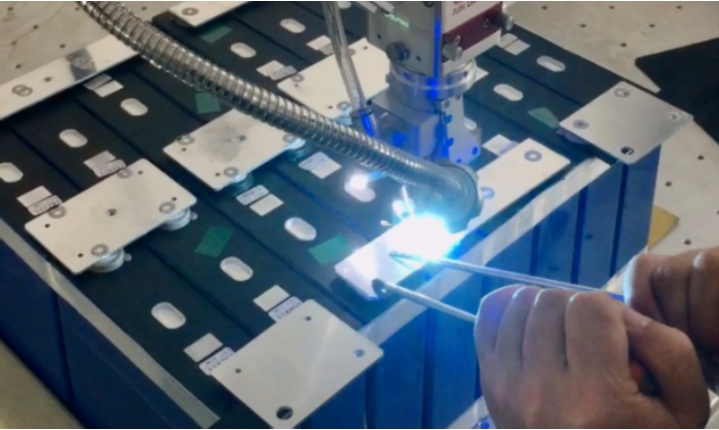
2.激光发射与焊接:
控制系统发出指令,激光器发出高能激光束,通过振镜或机器人运动系统,精确扫描到工件接合部位。激光能量被金属表面吸收,瞬间使局部金属熔化并形成一个熔池。随着激光束的匀速移动,熔池随之向前推进,并在后方冷却凝固,形成一条连续、均匀、美观的焊缝。
在此过程中,实时监测系统(如PSD光斑追踪、熔深监测等)会持续工作,对焊接过程中的等离子体、反射光等信号进行采集分析,一旦发现异常(如穿孔、未焊透),可立即反馈给控制系统进行报警或参数微调。
三、焊后处理与检验阶段
1.初步清洁与冷却:
焊接完成后,工件会在治具上短暂停留自然冷却,使焊缝金属完成结晶。有时会使用气枪吹除焊缝表面附着的少量烟尘和溅射物。
2.质量检验:
这是保证产品出厂质量的最终环节,通常采用多种方式结合:
外观检验:通过肉眼或自动化视觉检测设备,检查焊缝表面是否连续、均匀,有无裂纹、咬边、凹坑、过度凸起、飞溅等明显缺陷。
无损检测:
密封性检测(气密性检测):对于电池盖板等需要绝对密封的部位,使用氦质谱检漏仪进行检测,确保无泄漏。
X射线检测:利用X光透视焊缝内部,检查是否存在气孔、裂纹、未熔合等内部缺陷。
破坏性检测(抽检):定期对生产线上的样品进行抽检,通过进行撕裂试验、金相分析、拉伸剪切测试等,定量地分析焊缝的熔深、熔宽以及力学强度是否达标。
3.数据追溯:
整个焊接过程中的关键参数(如功率、速度、能量等)和检测结果都会被记录并绑定到该电池模组的唯一编码上,实现全生命周期的质量追溯。
总结
电池激光焊接工艺流程是一个集机械、光学、自动化、材料科学于一体的系统性工程。从严谨的焊前准备,到精准的焊接执行,再到全面的焊后检验,每一个环节都至关重要。只有对每个细节进行严格控制,才能生产出安全、可靠、高性能的电池产品,为新能源汽车、储能系统等高端应用领域提供坚实的动力核心。
上一篇:激光焊接在动力电池封装中的应用
下一篇:精密新能源电池激光焊接机工作原理
推荐新闻
-
小型激光切割机行业应用案例
小型激光切割机作为一种高效、精密的加工工具,近年来在多个行业中得到了广泛应用。它利用高能量...
2025-10-06 -
紫外激光打标机 355nm 冷加工 多材质高精度雕刻设备
355nm紫外激光打标机:冷加工赋能多材质高精度雕刻在精密制造领域,激光打标技术的精准度与材质...
2026-01-12 -
CCD视觉定位加持!博特精密光纤激光打标机助力电子制造业效率翻倍
CCD视觉定位!博特精密光纤激光打标机助力电子制造业在电子制造业迈向高精度、自动化、柔性化生...
2026-01-10 -
广东视觉打标机实力厂家探析:技术与产业融合的制造高地
在工业标识领域,视觉打标机以其高精度、高效率和高灵活性的特点,已成为精密制造、电子元件、医...
2024-09-27 -
电子连接器行业CCD视觉打标精度提升方案
一根Pin针弯曲0.015mm,肉眼难辨,传统2D视觉系统也难以察觉,却导致整批连接器焊接不良,最终赔...
2025-09-23 -
进口视觉打标机品牌有哪些
视觉打标机是一种集成了机器视觉技术和打标功能的工业设备,广泛应用于制造业中,用于在产品表面...
2024-09-27 -
华东地区视觉打标机哪家强?深度解析市场格局与选择策略
华东地区,作为中国制造业的核心引擎,汇聚了从电子半导体、汽车零部件到医疗器械、精密加工等众...
2024-09-27 -
小型激光切割机技术白皮书
本白皮书旨在阐述小型激光切割机的核心技术、设备构成、应用领域及未来发展趋势。随着数字化制造...
2025-10-06
